Поделюсь своим опытом обработки нержавейки.
Сверла перетачиваю так, как показано на чертеже:
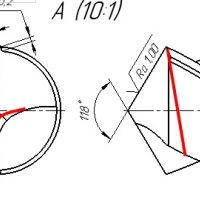
Меняется угол заточки. Сверло после этого сверлит просто как простую сталь, с вьющейся стружкой.
Большой димаметр просто выпиливаю электролобзиком. Пилка по металлу, при диаметре отверстия 30+ просто пилит без каких-либо ухищрений. При меньшем диаметре просто стачиваю полотно на наждаке (его заднюю часть), делаю уже и чуть закругляю. 15мм выпиливается на круглой царге без проблем.
Паяется нержавка вся, и наша и импортная обычным припоем (бессвинцовым). Хитрость в подогреве, обычно использую горелку и стальную отвертку. Горелкой грею, а отверткой, как паяльником, лужу. Паяльная кислота, понятно, в помощь. Почему отверткой? Объясню: нержа быстро покрывается оксидной пленкой, медным паяльником ее не процарапать, а отверткой легко. Ее нужно облудить предварительно. Просто шкрябаешь, и припой прилипает к нержавке, сперва в одной точке, потом расширяешь эту область. Главное не перегреть. Если кислота начинает чернеть, то ничего не получится. Она должна пшикнуть при нанесении (я это кисточкой делаю), и оставить бледно-коричневый след. Держится хорошо, не оторвешь, но если паять к нержавке медь, латунь или еще что-то - начинает рвать припой со временем. Была у меня на кубе латунная гайка припаяна, для сливного крана. Три года стояла прочно, но начал замечать отслаивание припоя - коэф. температурные разные, видимо рвет постепенно. Переделал, отдал аргоншику, приварил нерж. штуцер.
-
Сверло.jpg
size: 38.11Кб
type: jpg


 :
: . Середнячок, а сейчас ещё и дорого... Для себя хорошего
. Середнячок, а сейчас ещё и дорого... Для себя хорошего 









