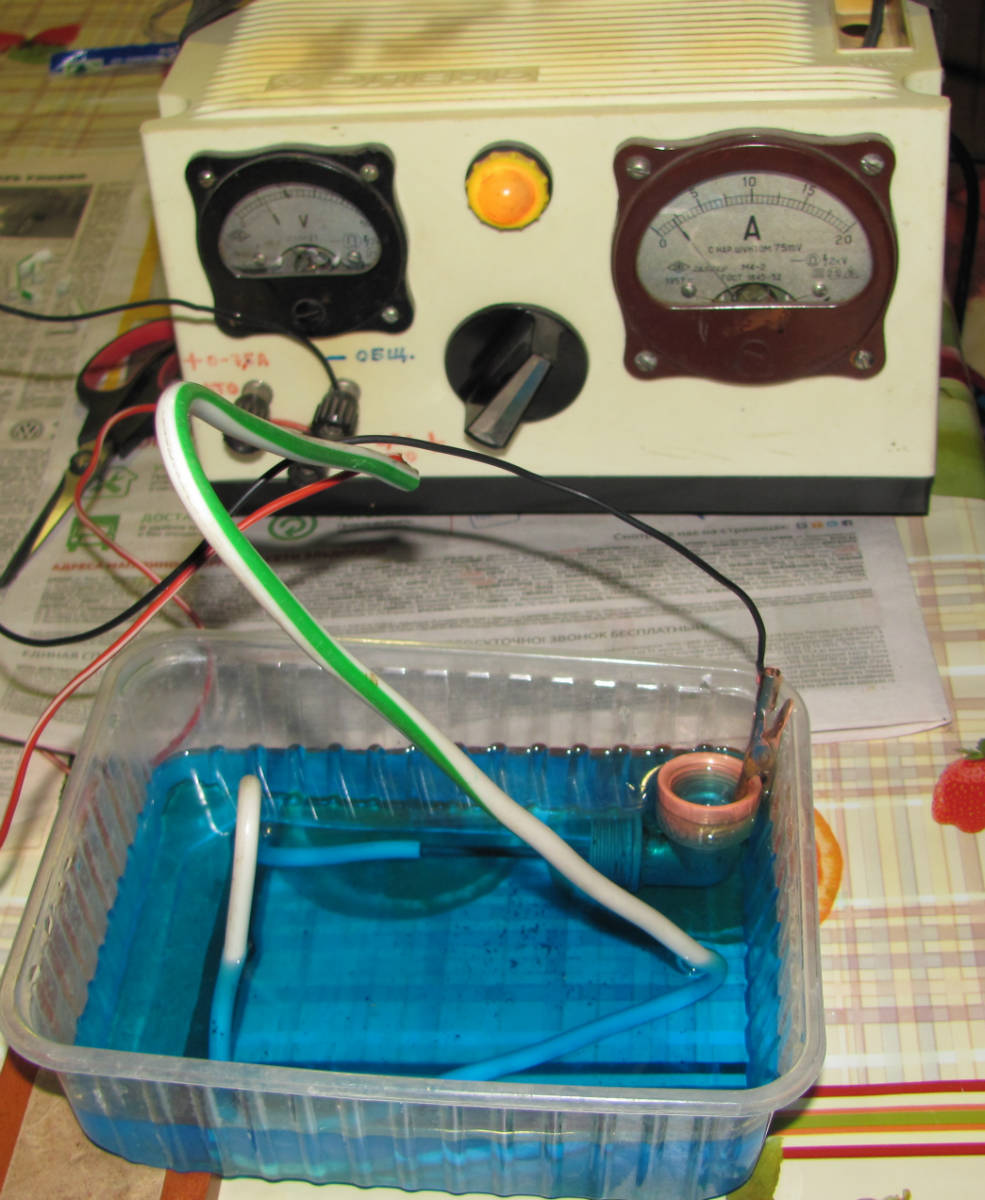
Тема: Меднение металлических деталей
Серная кислота в автомагах, обычный электролит для аккумуляторов.
Медный купорос в садово-огородном.
Способ подходит для омеднения любых металлов. Напрмер места пайки нержавеющей стали или деталей сантехнического назначения... Чем меньше ток и меньше напряжение, тем более крепче и ровнее слой меди. Поверхность перед меднением лучше обработать мелкой наждачкой.. зерно 600-800
http://www.youtube.com/watch?v=zFtXJKjbq5Y
У вас в жизни всегда будет все, что вы хотите, если вы будете помогать другим людям получать то, чего хотят они.
Регистрация на форуме отключает почти всю рекламу!
Пожертвовать Alco Distillers
Регистрация на форуме отключает почти всю рекламу!
Пожертвовать Alco Distillers