Тема: Самодельные ёмкости
Раз уж начал создавать темы насчёт своих творений (Самодельные двуслойные крышка и фланец под неё в верхнем днище, Самодельные квадратные фланцы) создам ещё одну, посвящённую изготовлению различных ёмкостей как для винокурения, так и для виноделия.
Начну с описания изготовления 12гранника, изначально задуманного то ли как куб, то ли как автоклав объёмом примерно в 60 литров.
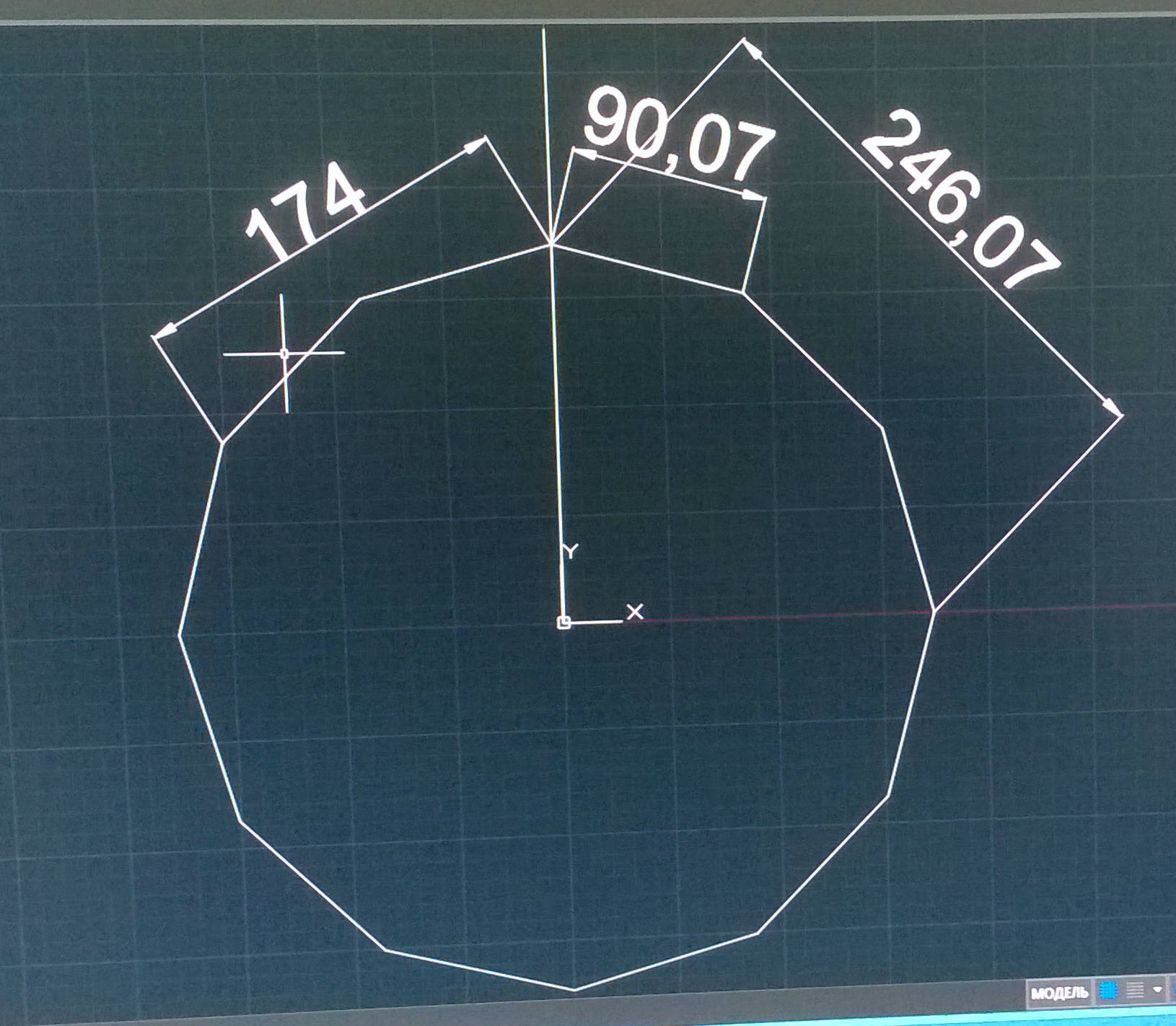
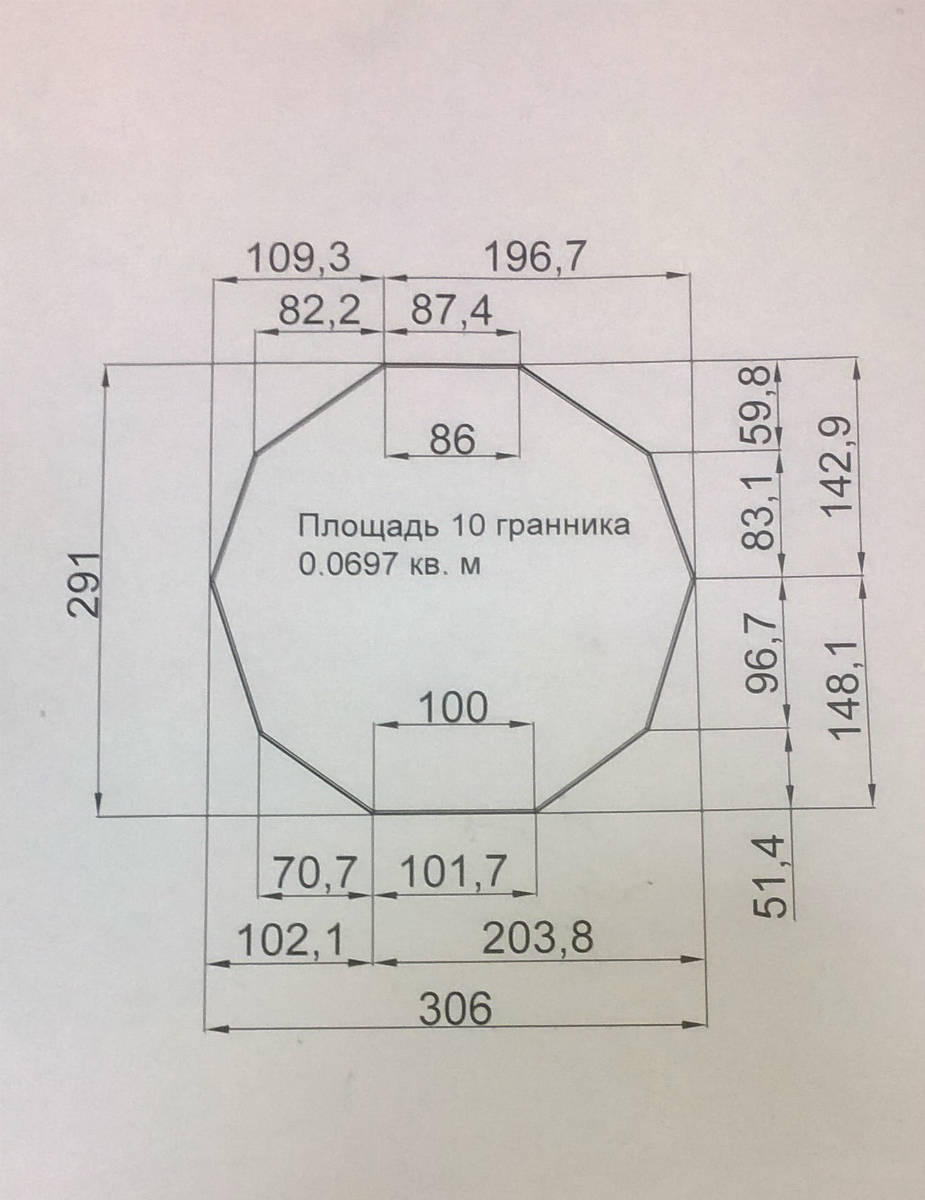
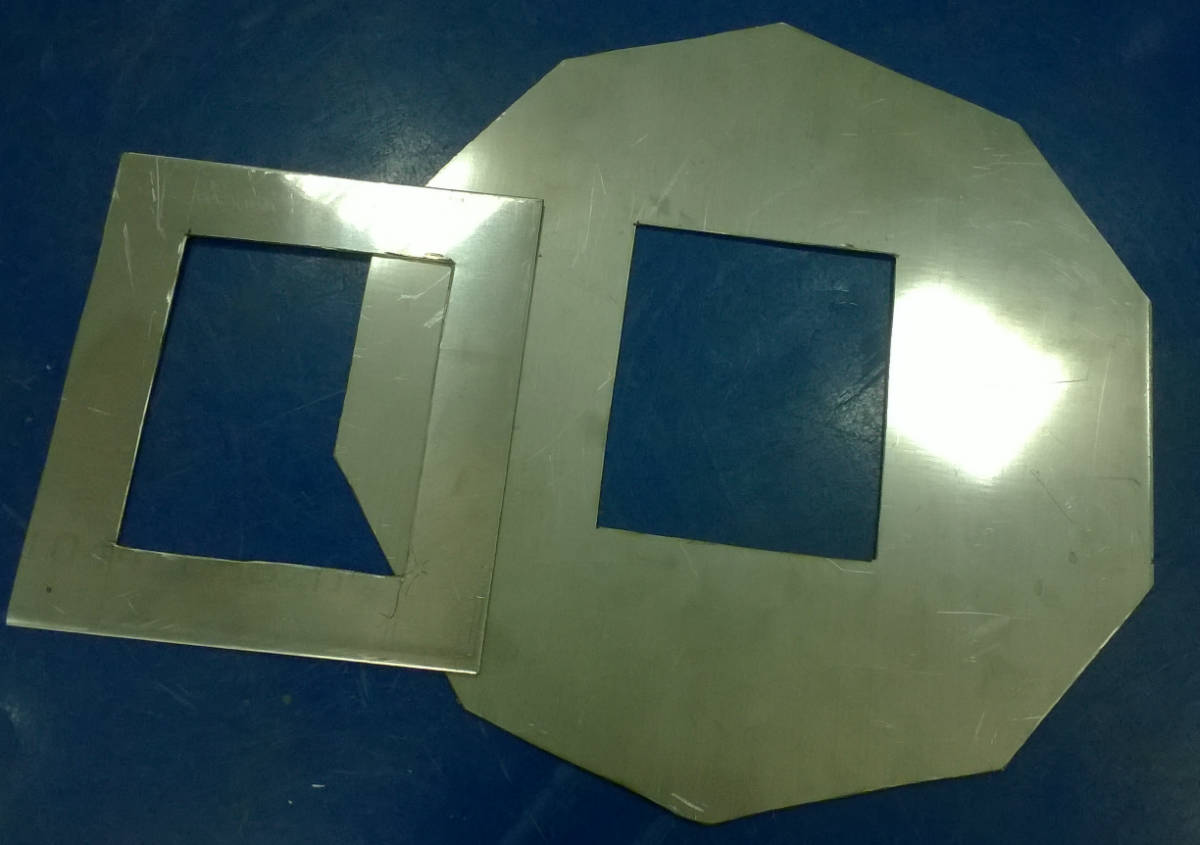
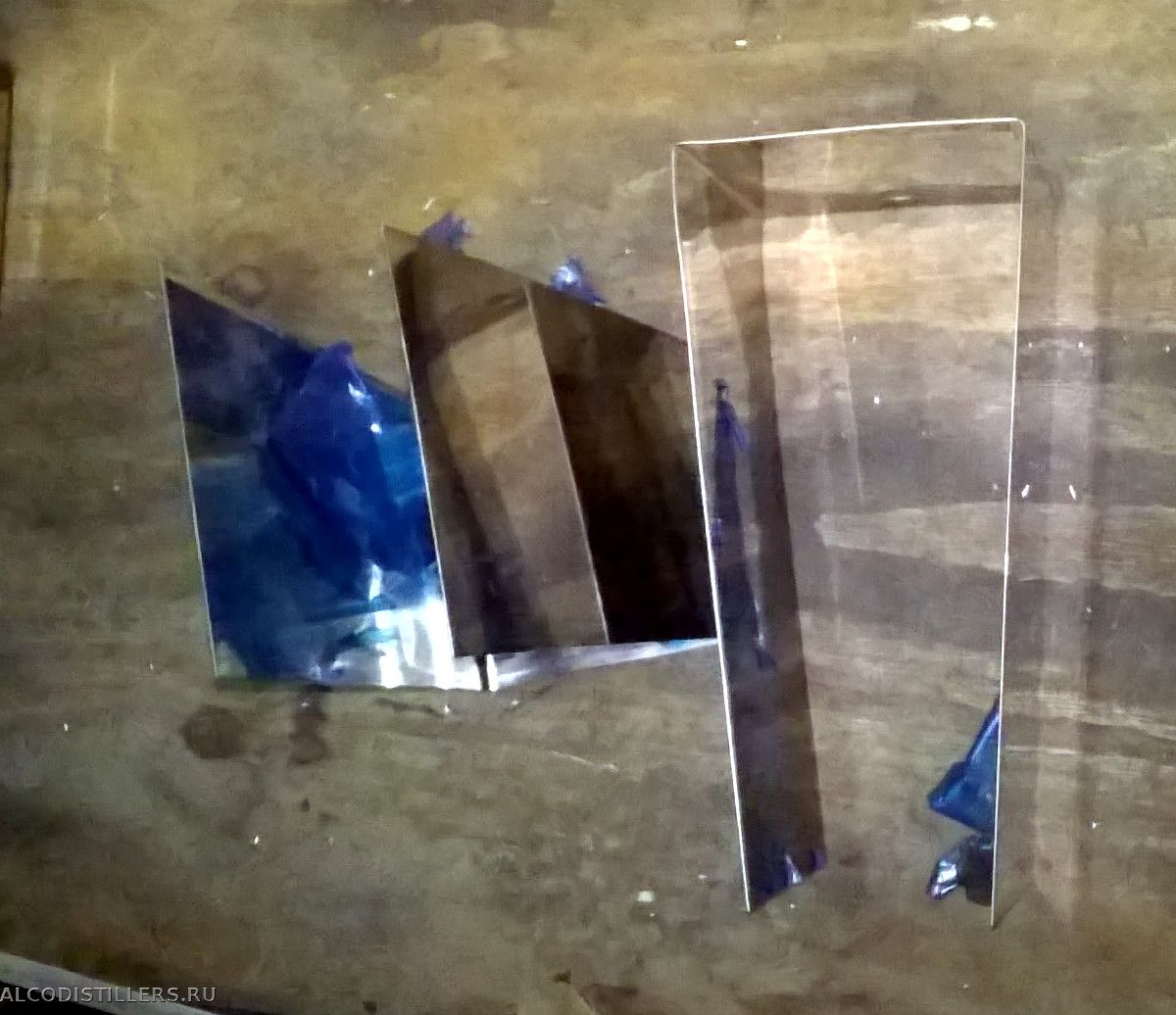
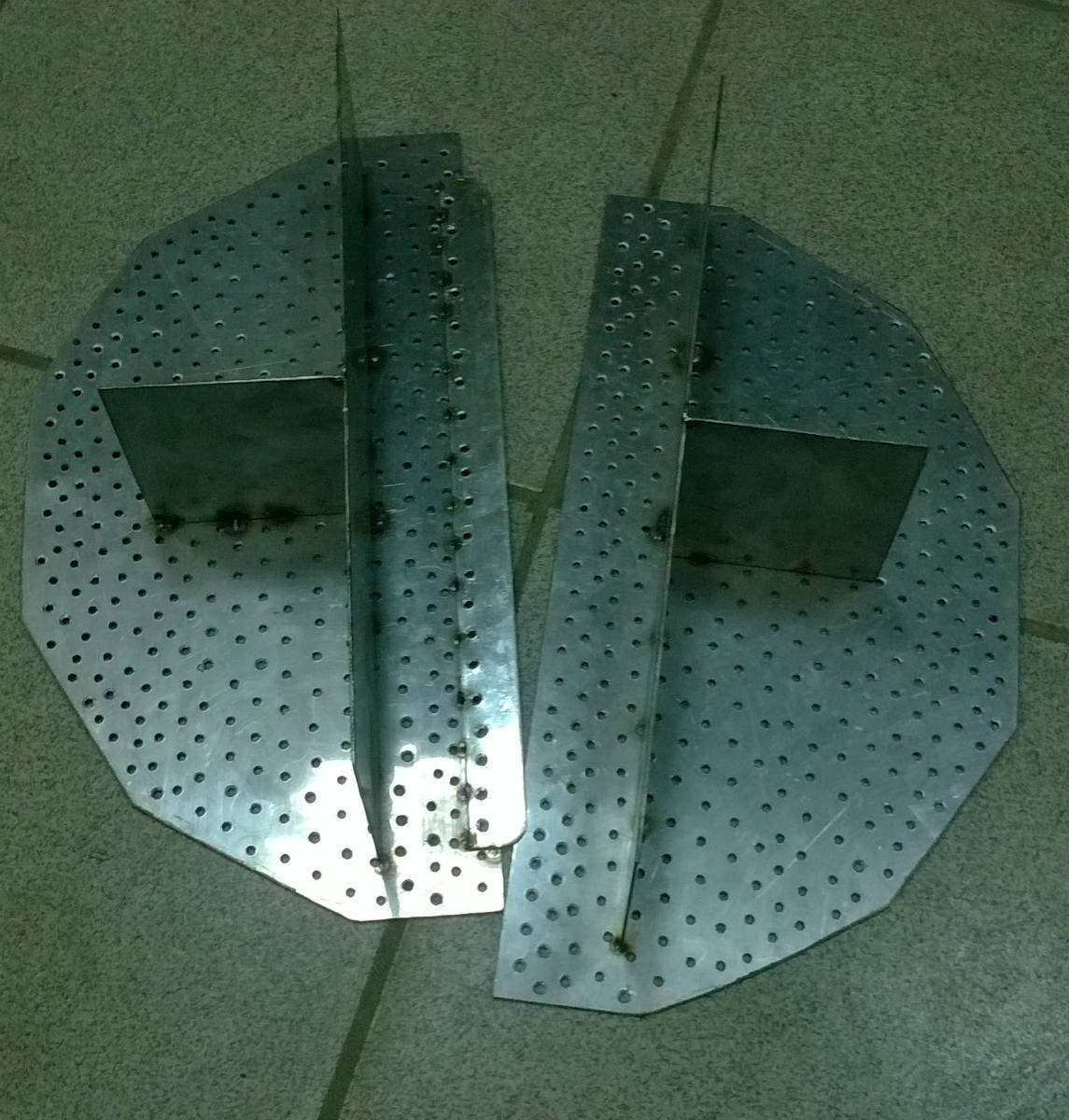
Изготовление его началось с того, что я из своих запасов подобрал несколько 1.5мм полосок магнитной нержавеющей стали марки AISI 430 шириной 90 и 100мм для создания ёмкости необходимого объёма и сделал в AutoCAD эскиз донышек: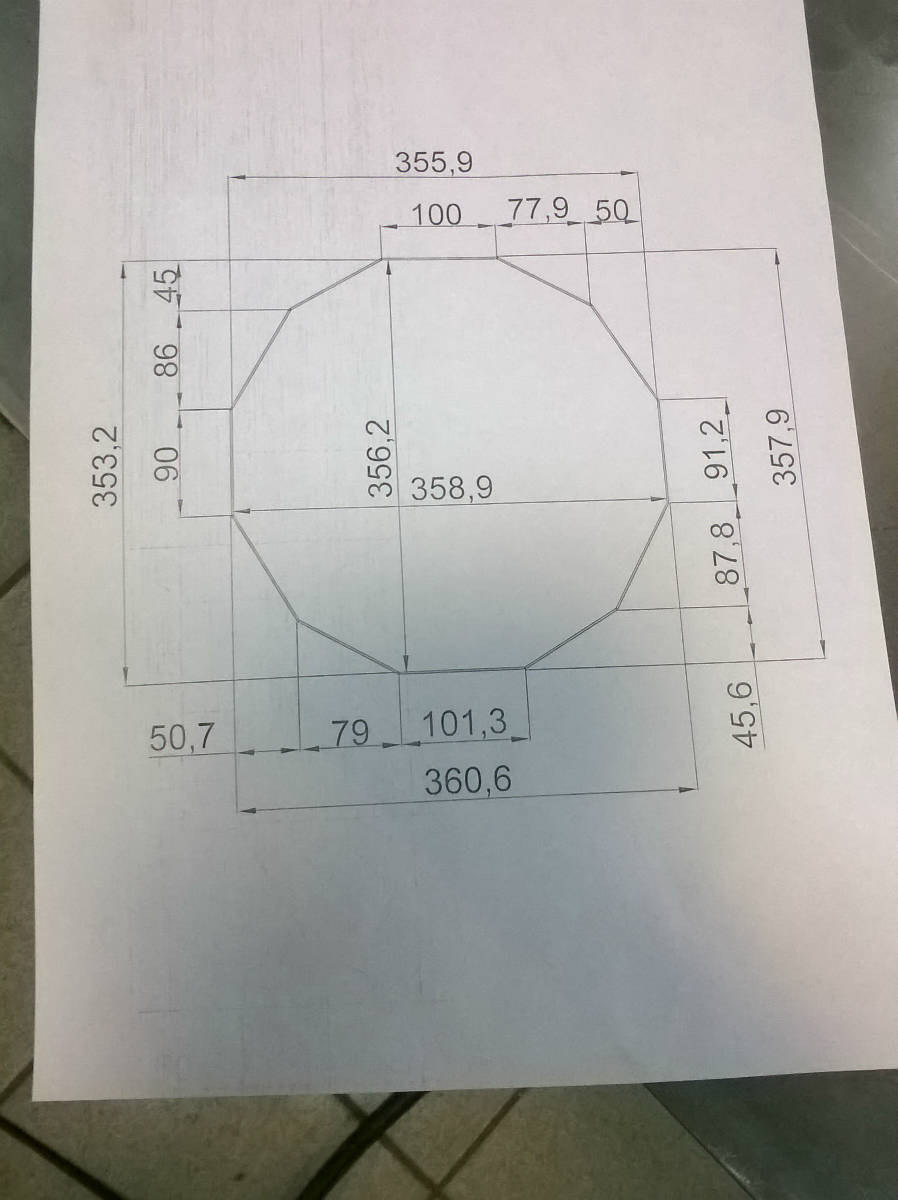

После этого по эскизам вырезал донышки. Начал я с них в том числе и потому, что в результате получил несколько шаблонов с необходимыми углами для дальнейшей работы с обечайкой.
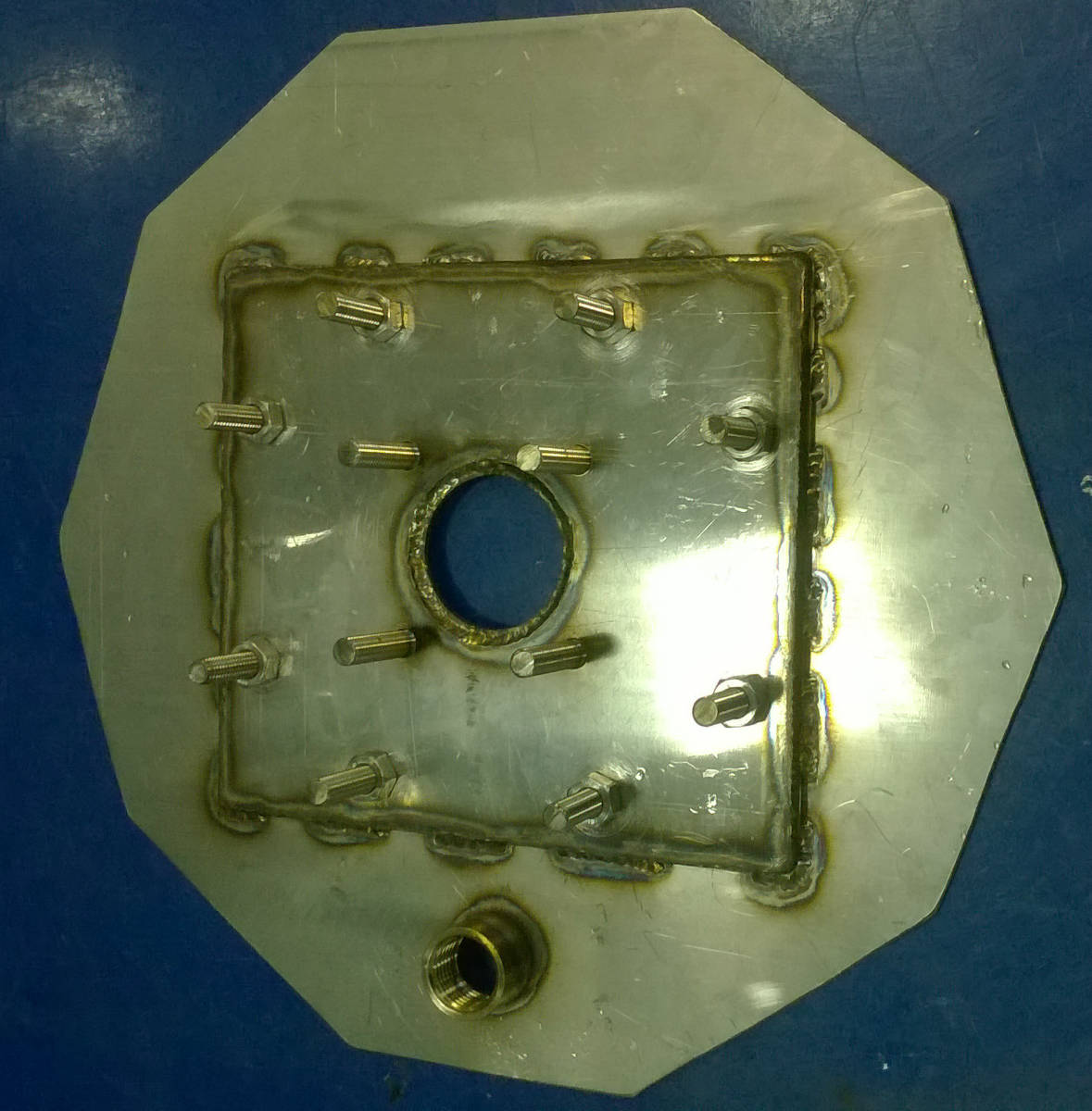
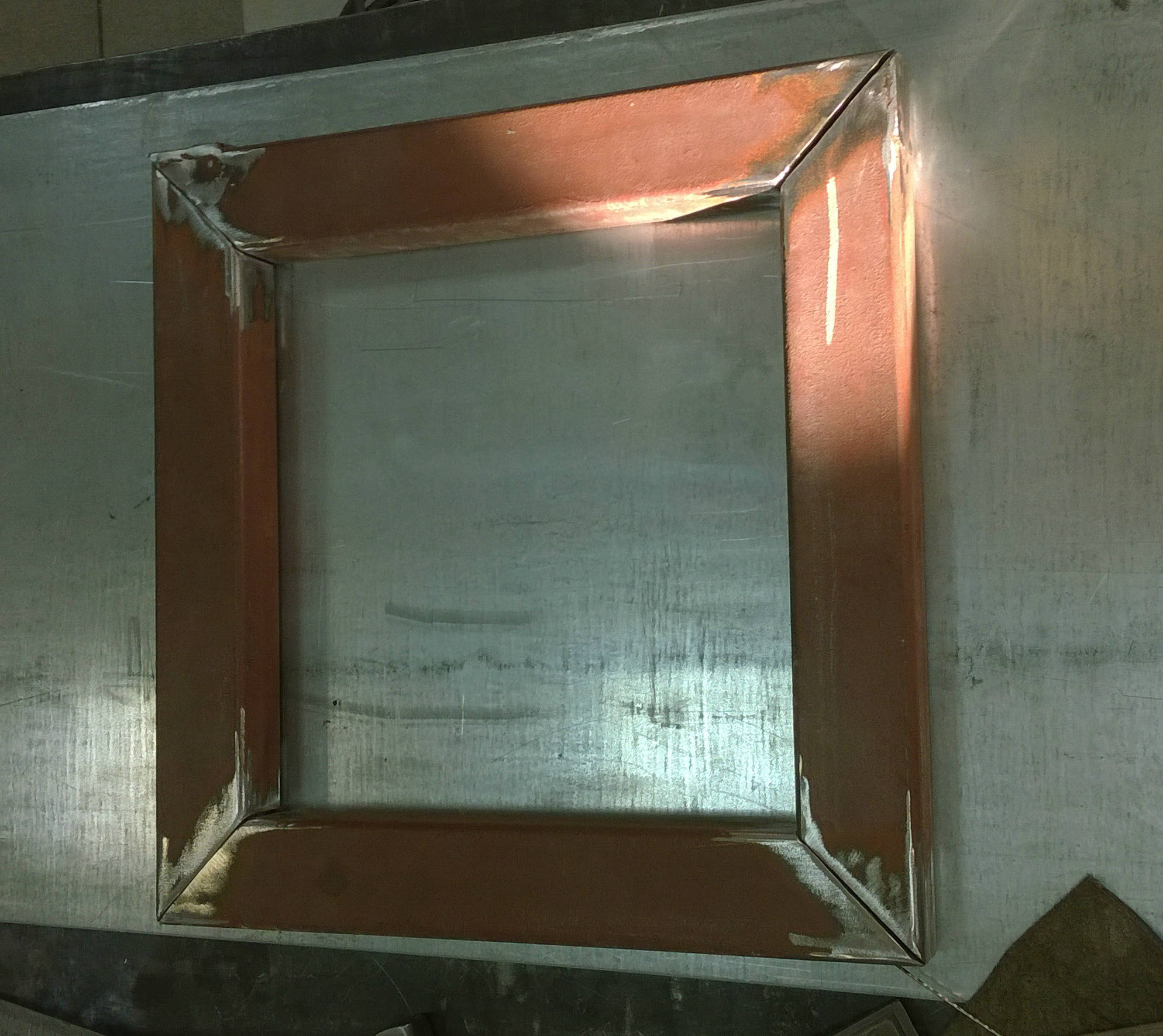
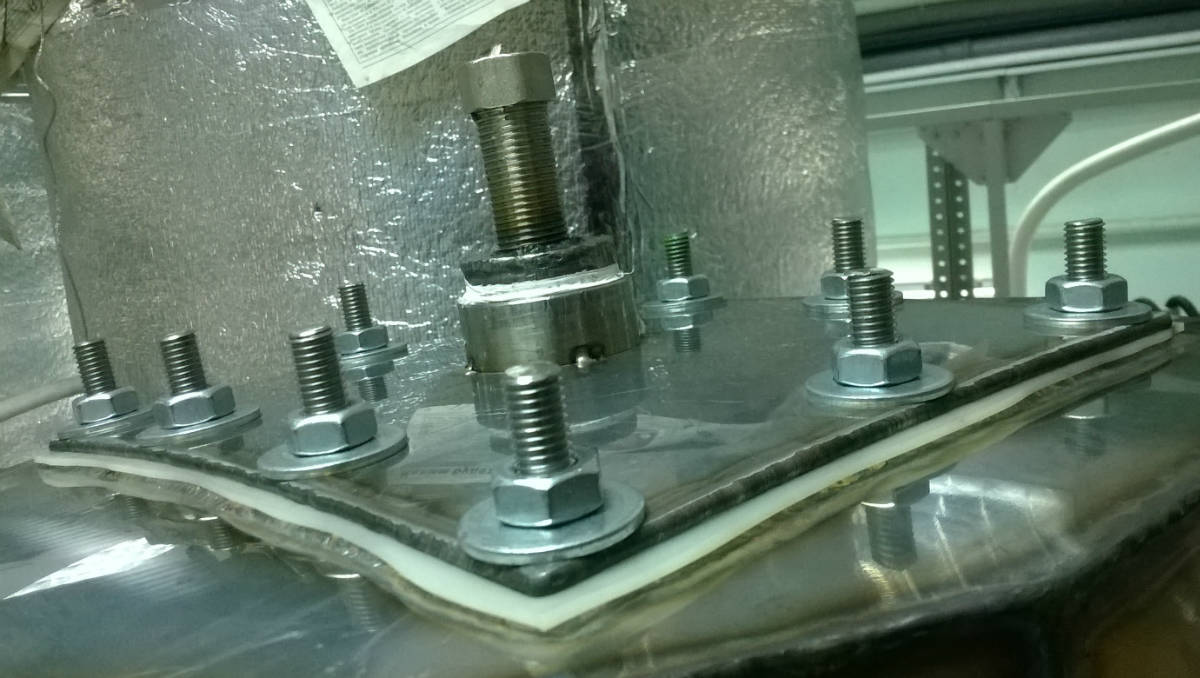
Работу по созданию ёмкости начал с изготовления крышки и верхнего донышка этой ёмкости. Чтобы не загромождать тему, процесс их создания описал в отдельной теме.
Тем не менее, некоторые фотографии из вышеуказанной темы размещу и здесь, чтобы не было необходимости прыгать между темами.
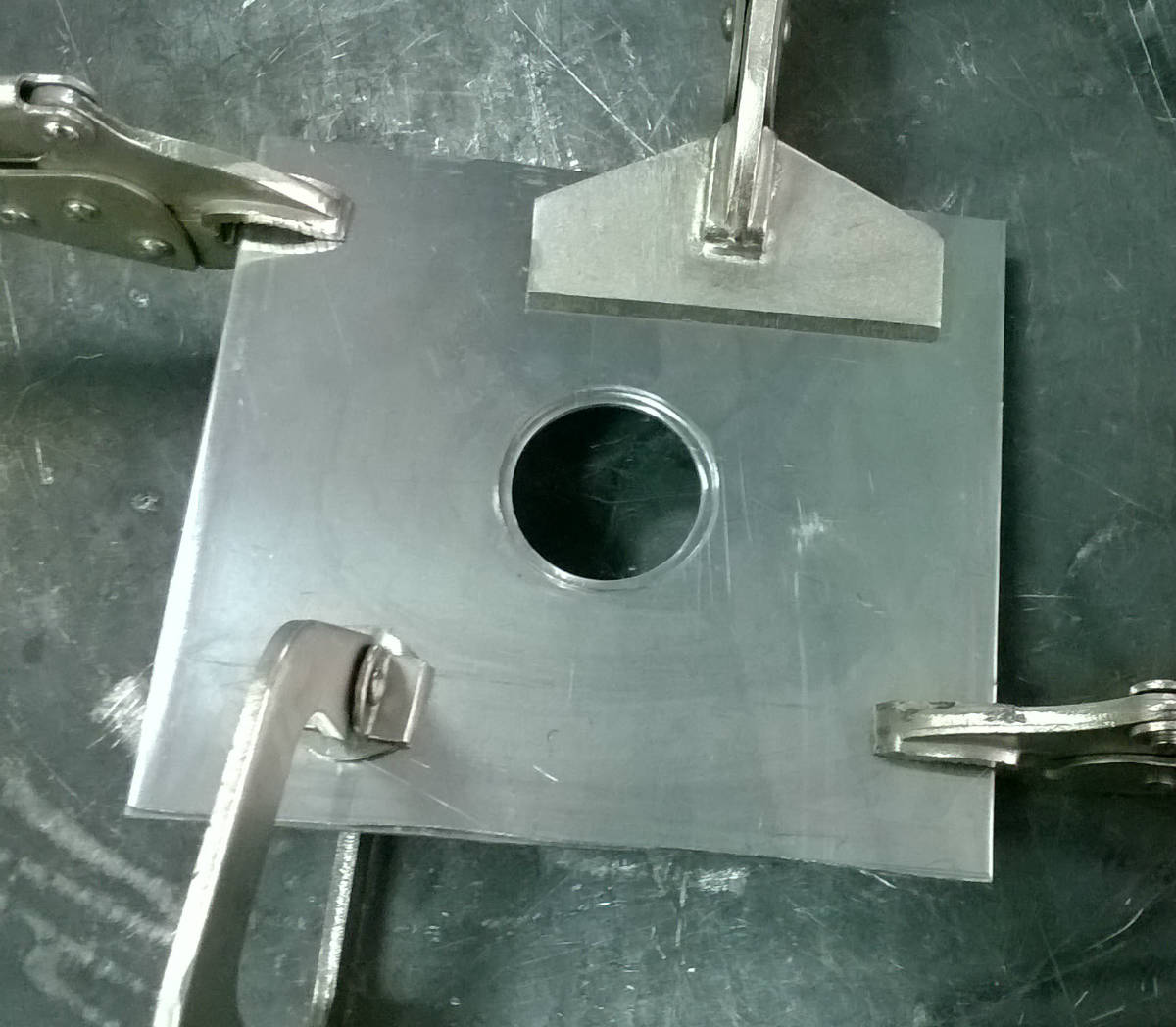
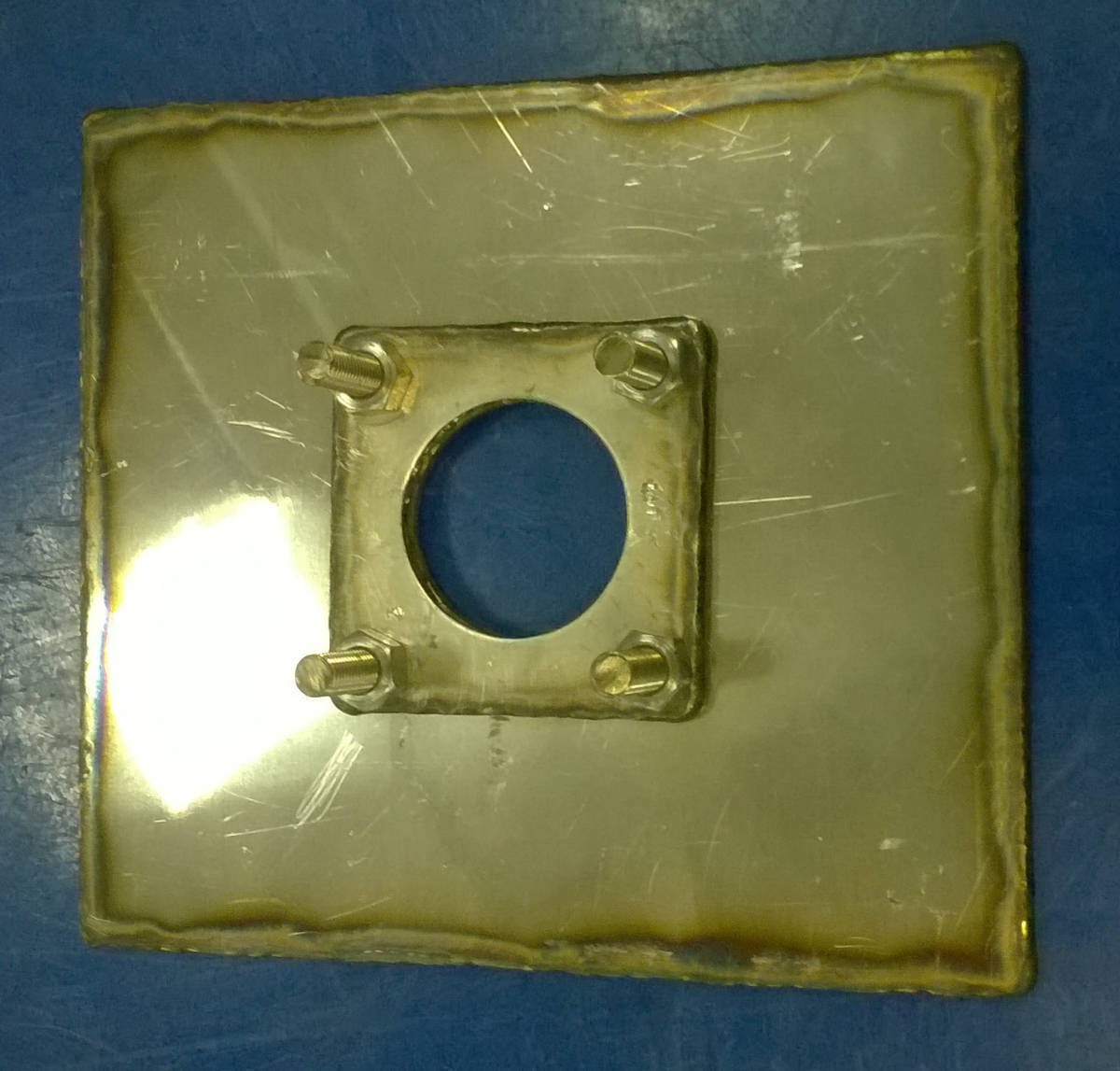
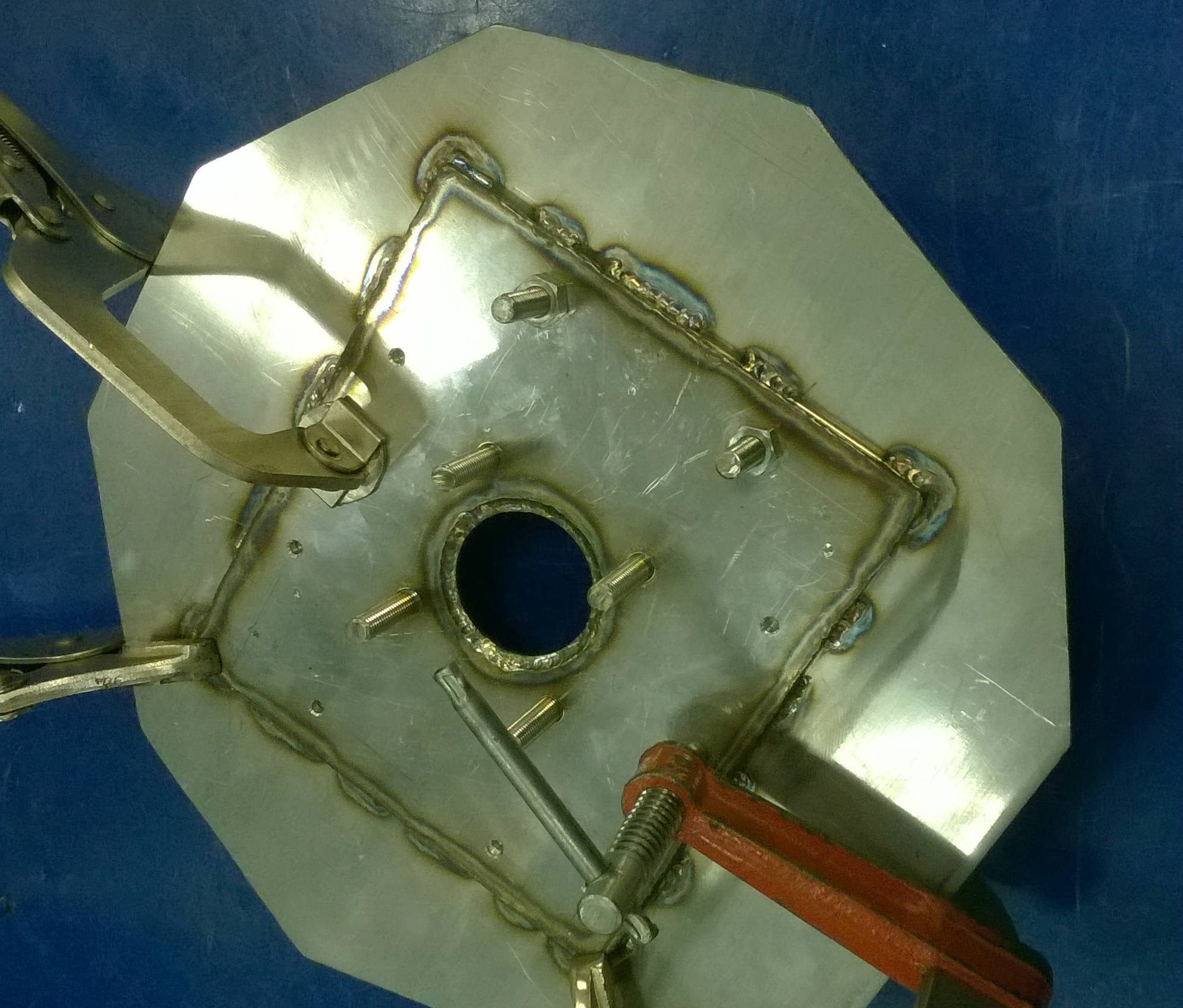
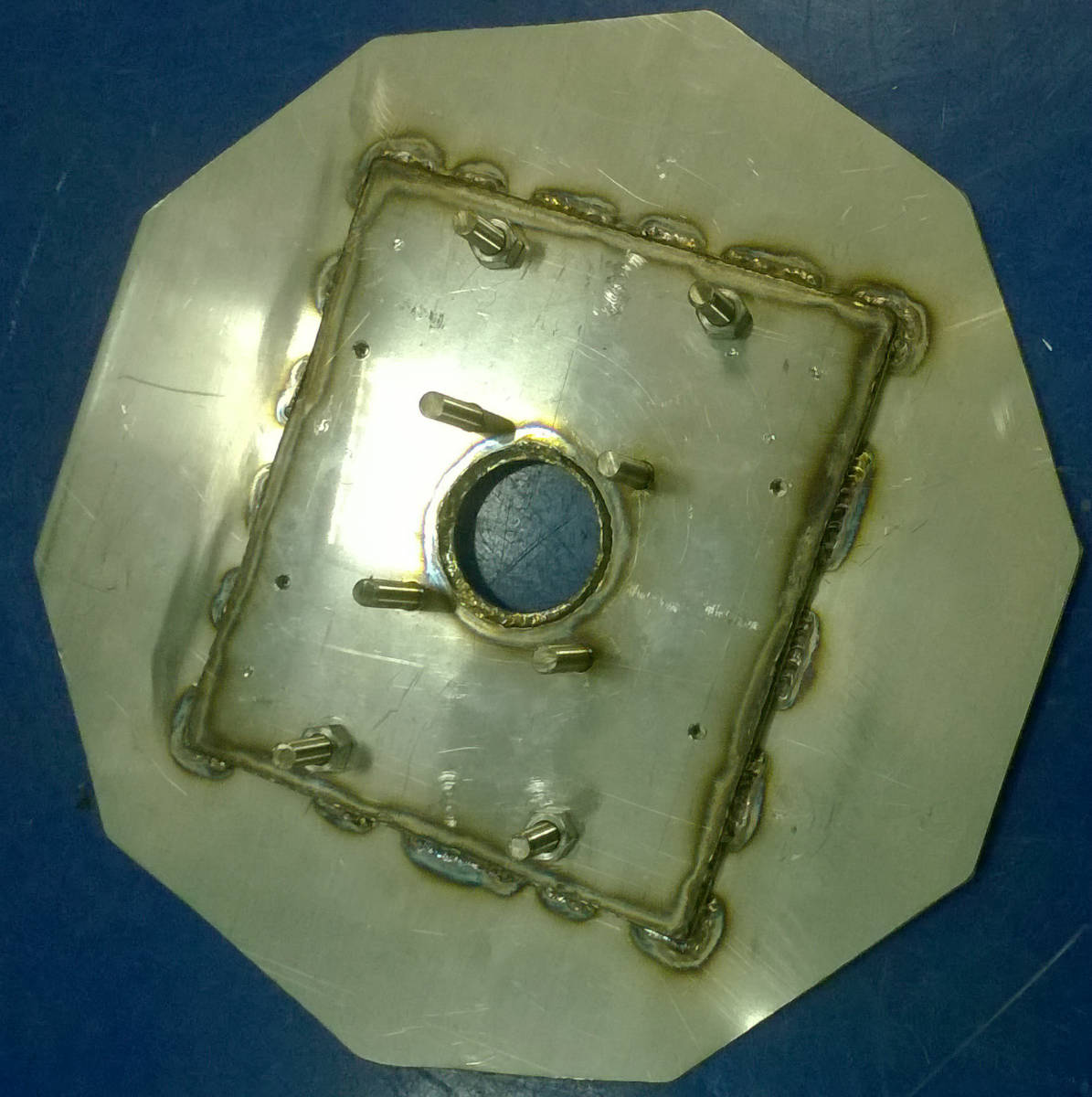
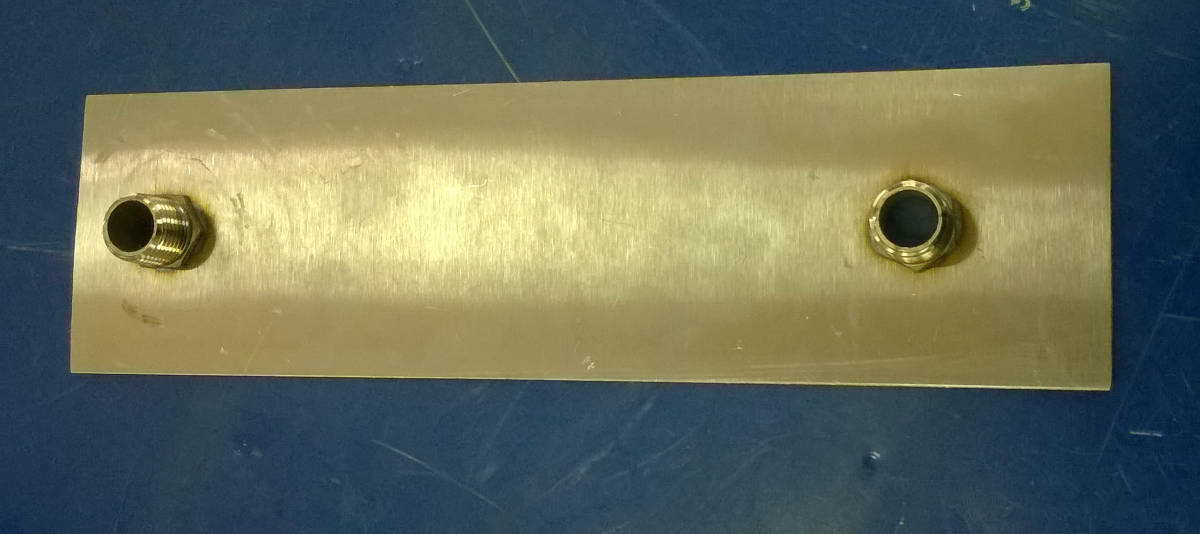
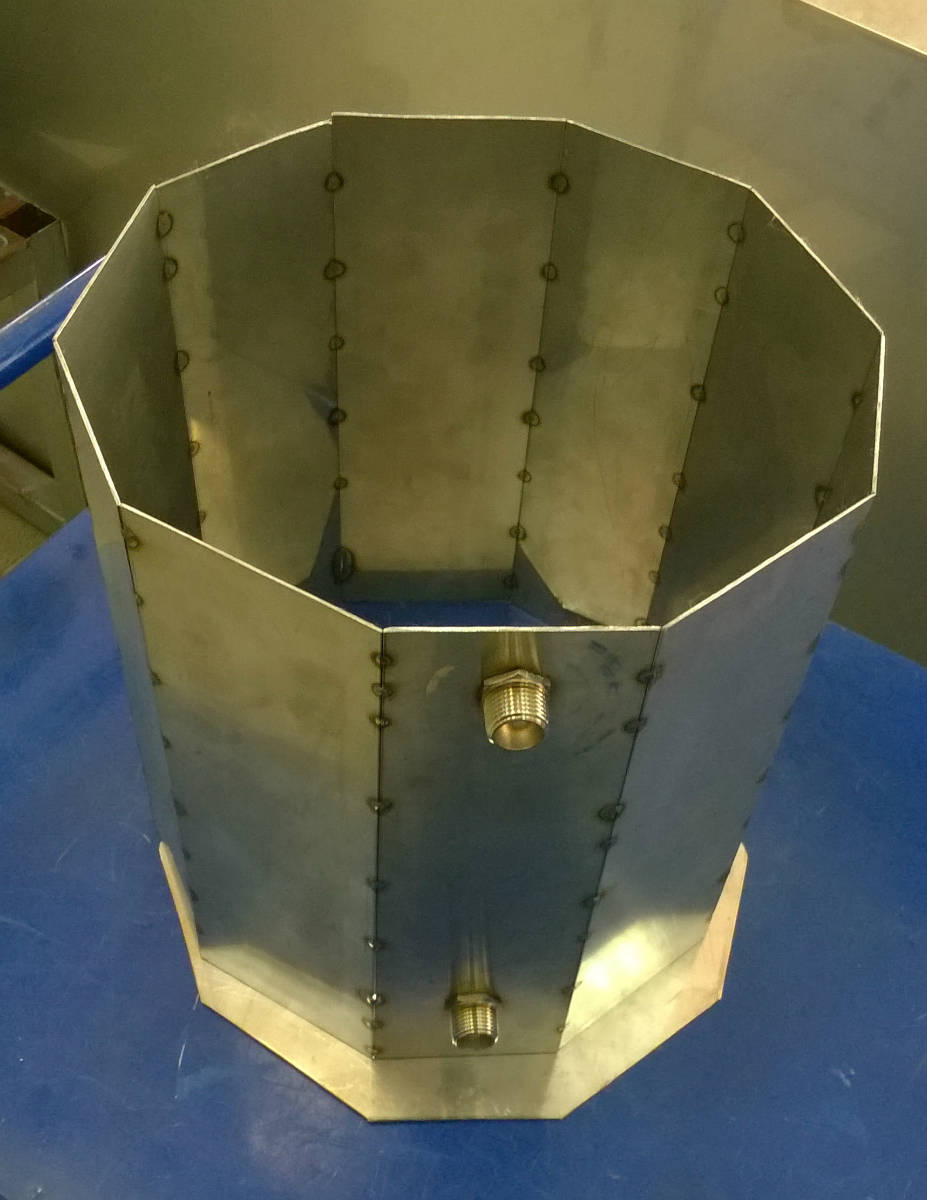
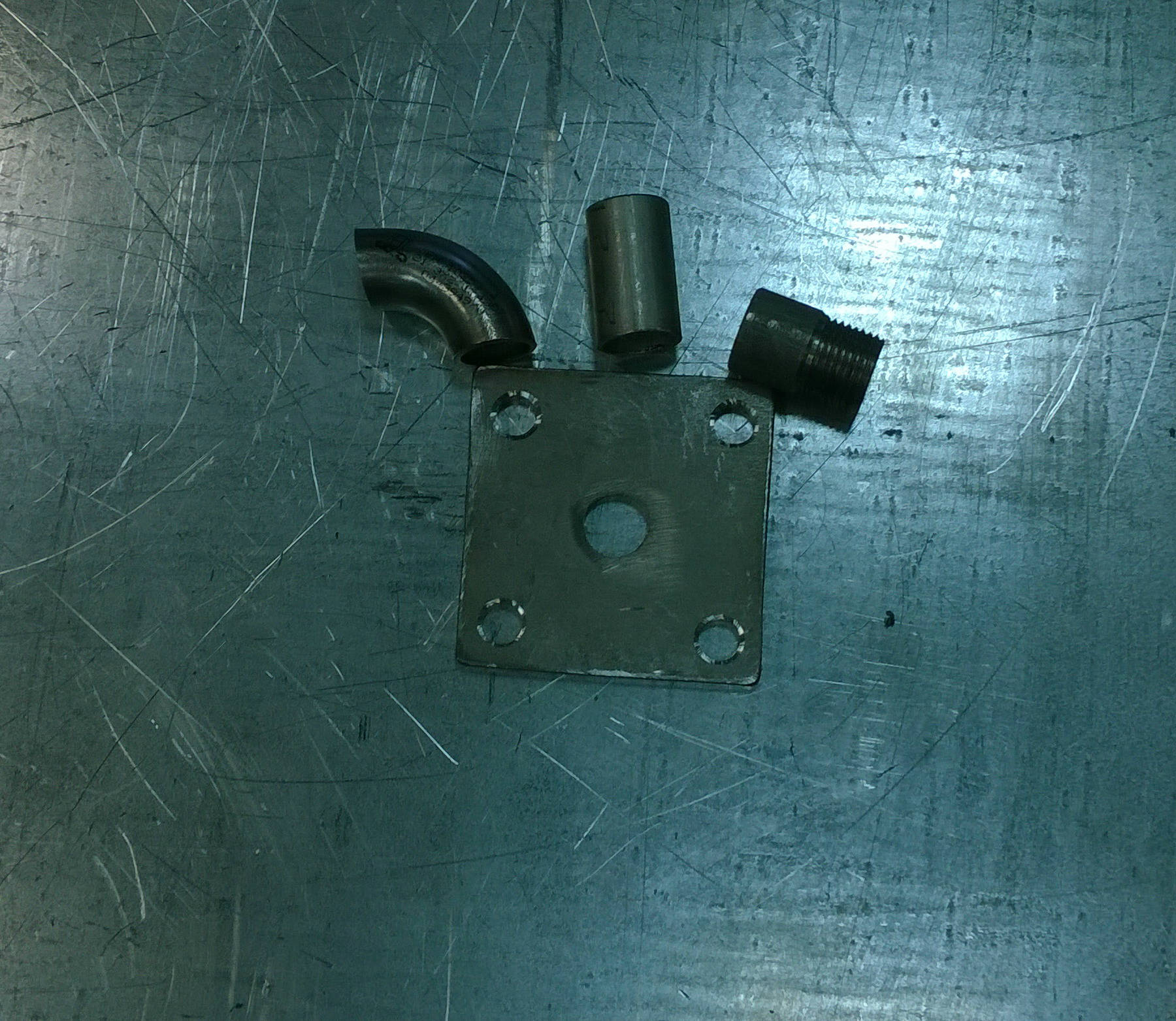
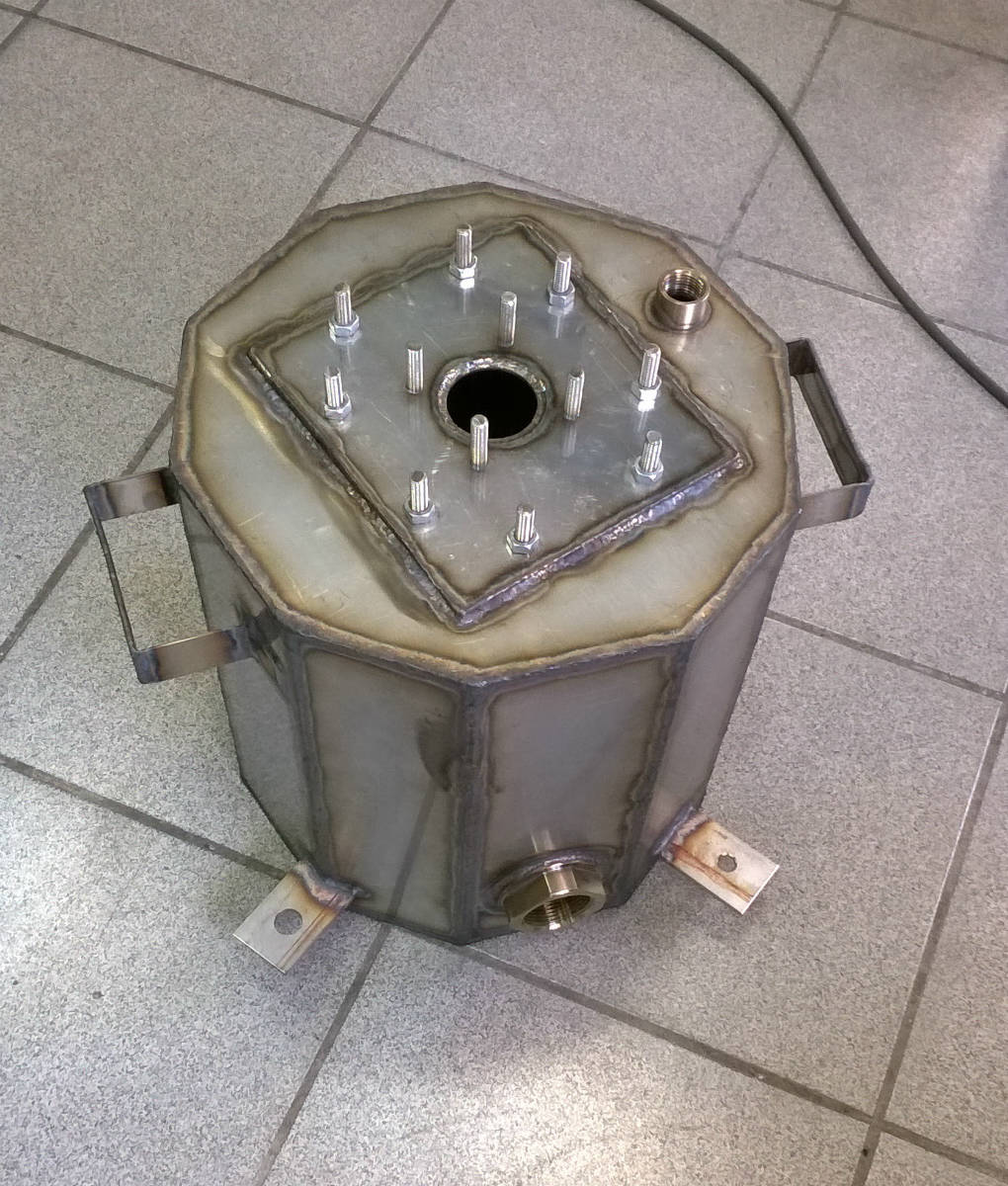
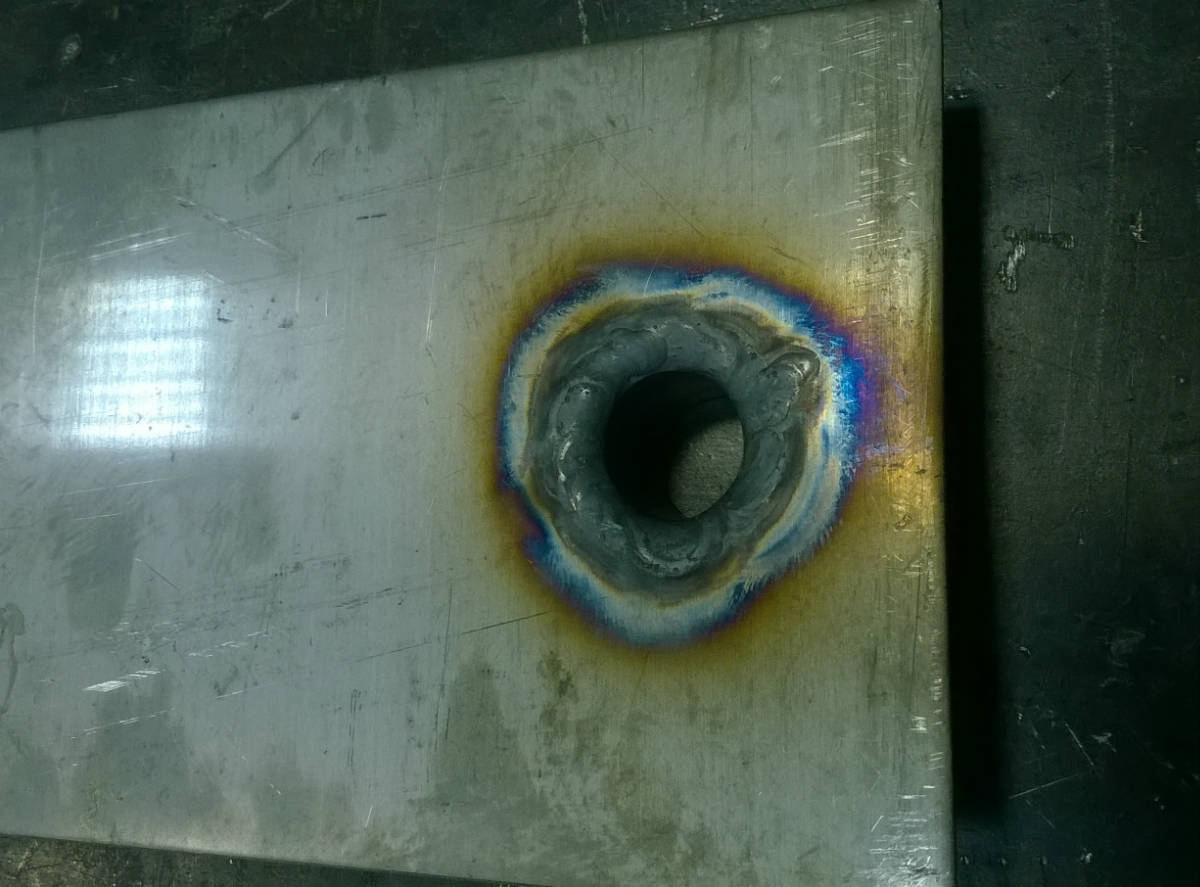
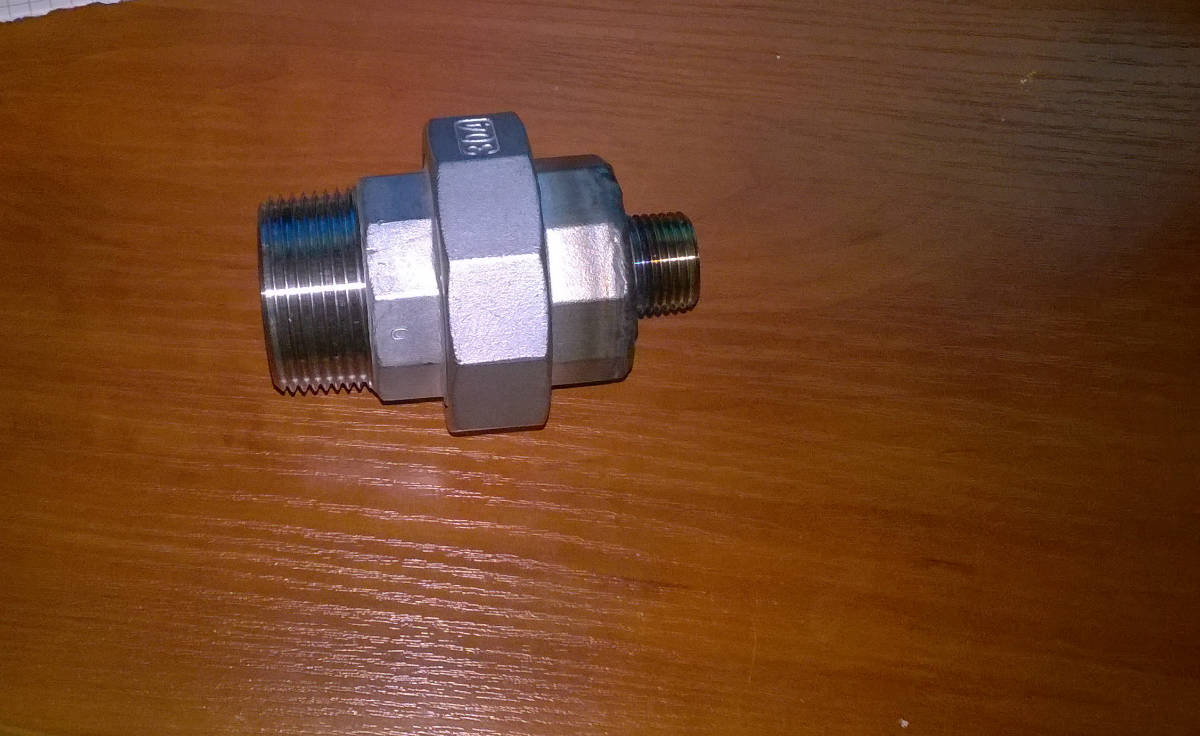
Создание обечайки начал с вваривания в одну из пластин пары 1/2" штуцеров. Их можно будет использовать для указателя уровня, слива жидкости из ёмкости, установки термометров, предохранителей и т.п. В общем, я решил лучше пусть будут лишние, чем потом судорожно их вваривать.


Работу гидравлического пресса здесь описывать не буду, т.к. она достаточно разжёвана в обеих темах, ссылки на которые указаны в самом начале этого сообщения.
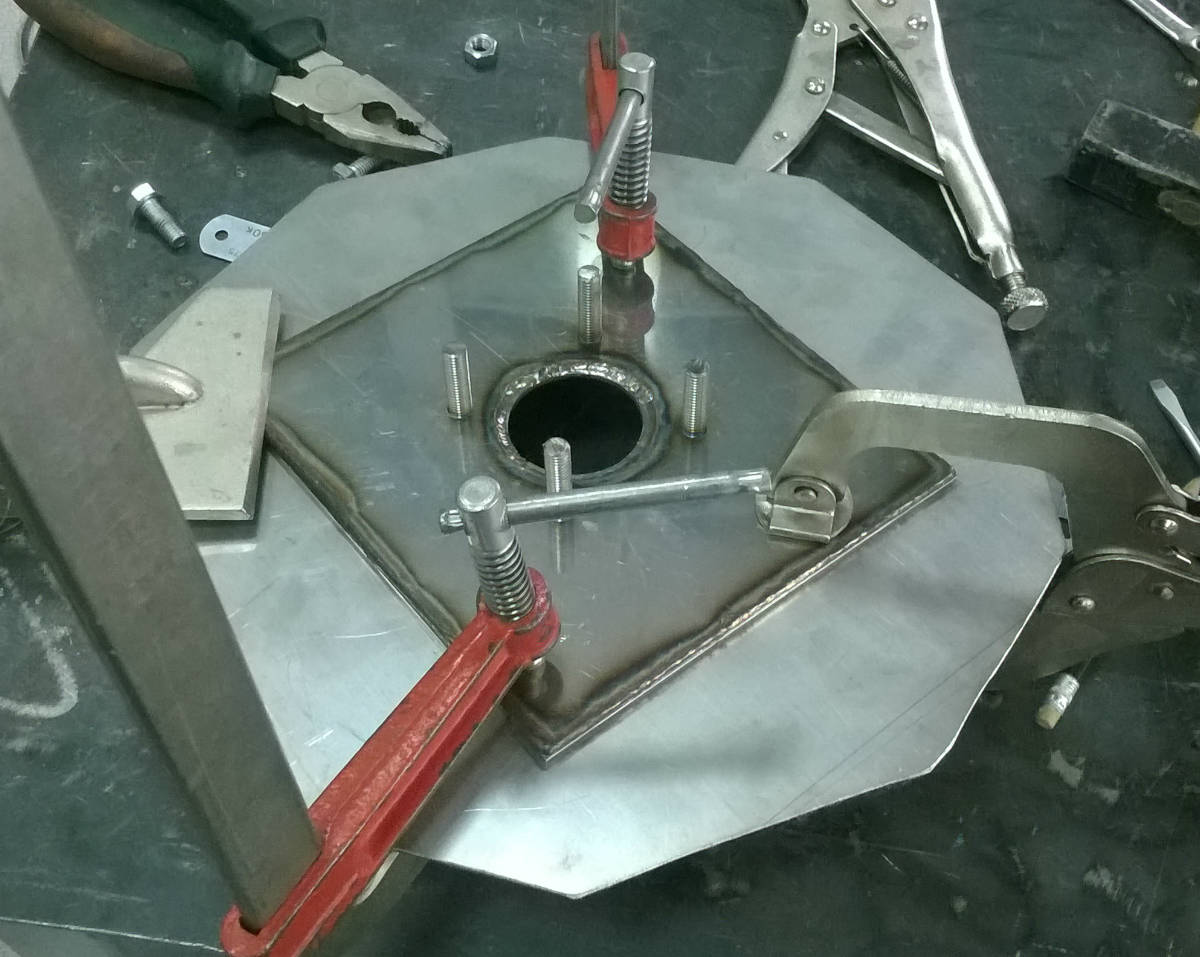
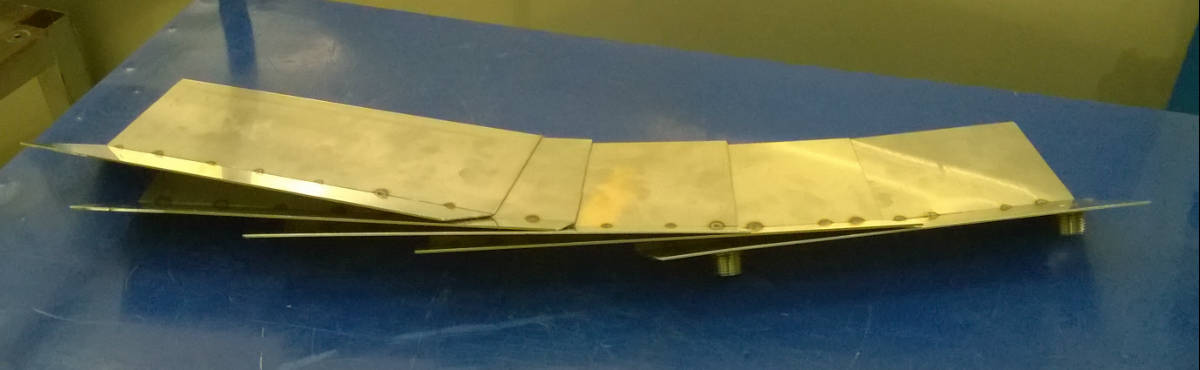
При помощи полученных от вырезания донышек шаблонов (и при помощи коллеги, что, впрочем, не обязательно) прихватил шесть пар пластин:
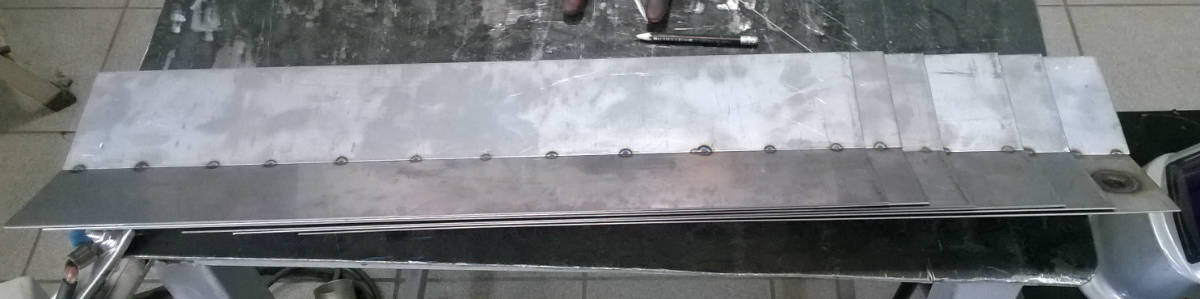
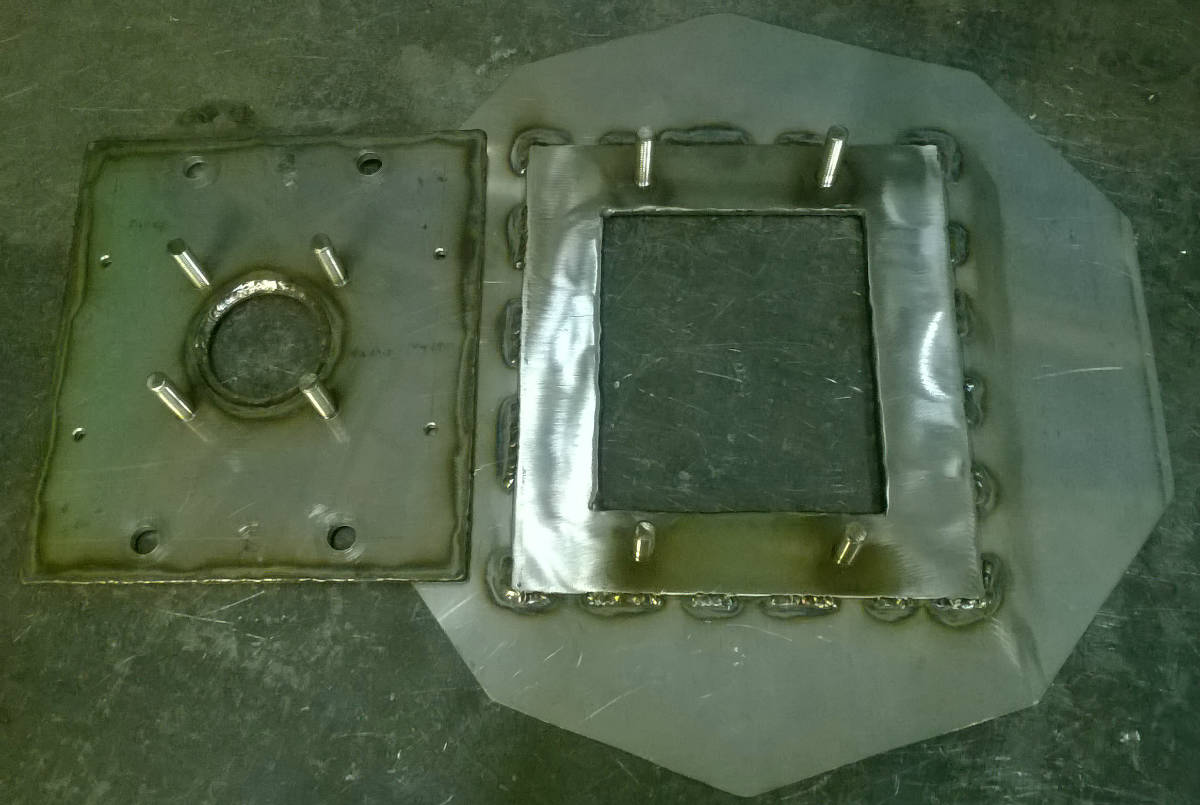
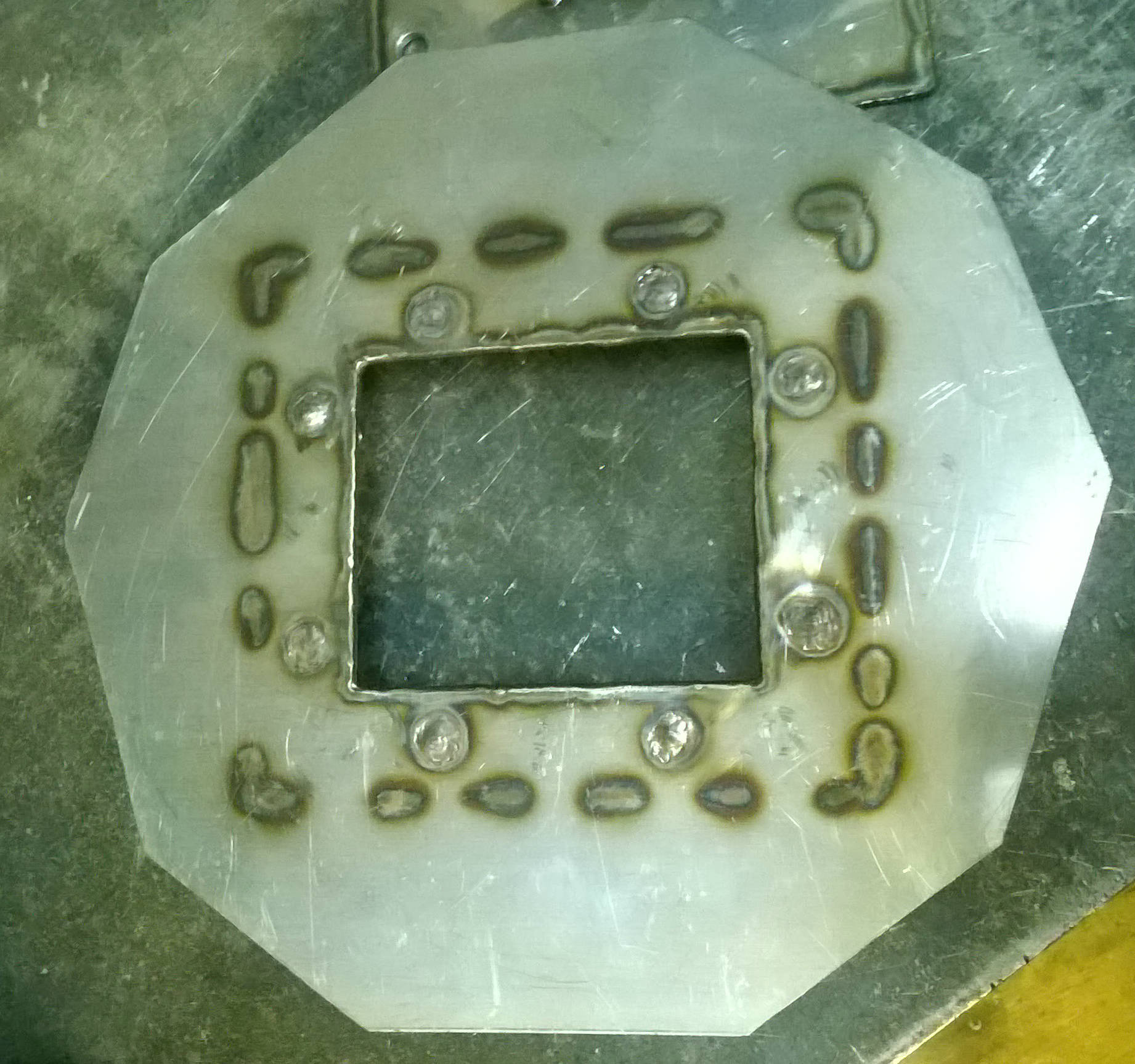
Небольшое лирическое отступление. Изначально предназначение этой ёмкости было не определено: то ли она будет использоваться в качестве куба для самогоноварения, то ли из неё сделают автоклав. Чтобы у пользователей в дальнейшем был выбор, решил отступить примерно 100мм от дна и сделать на этом уровне решётку, на которую можно было бы ставить банки или использовать эту решётку для частичной фильтрации густых фруктовых (абрикосовой, сливовой и т.п.) браг. Для того, чтобы у решётки были дополнительные упоры по периметру ёмкости, нарезал 6 пар полосок из 1.5мм шириной 10-11мм магнитной нержавейки. Полоски были в наличии, кстати И приварил их к пластинам:


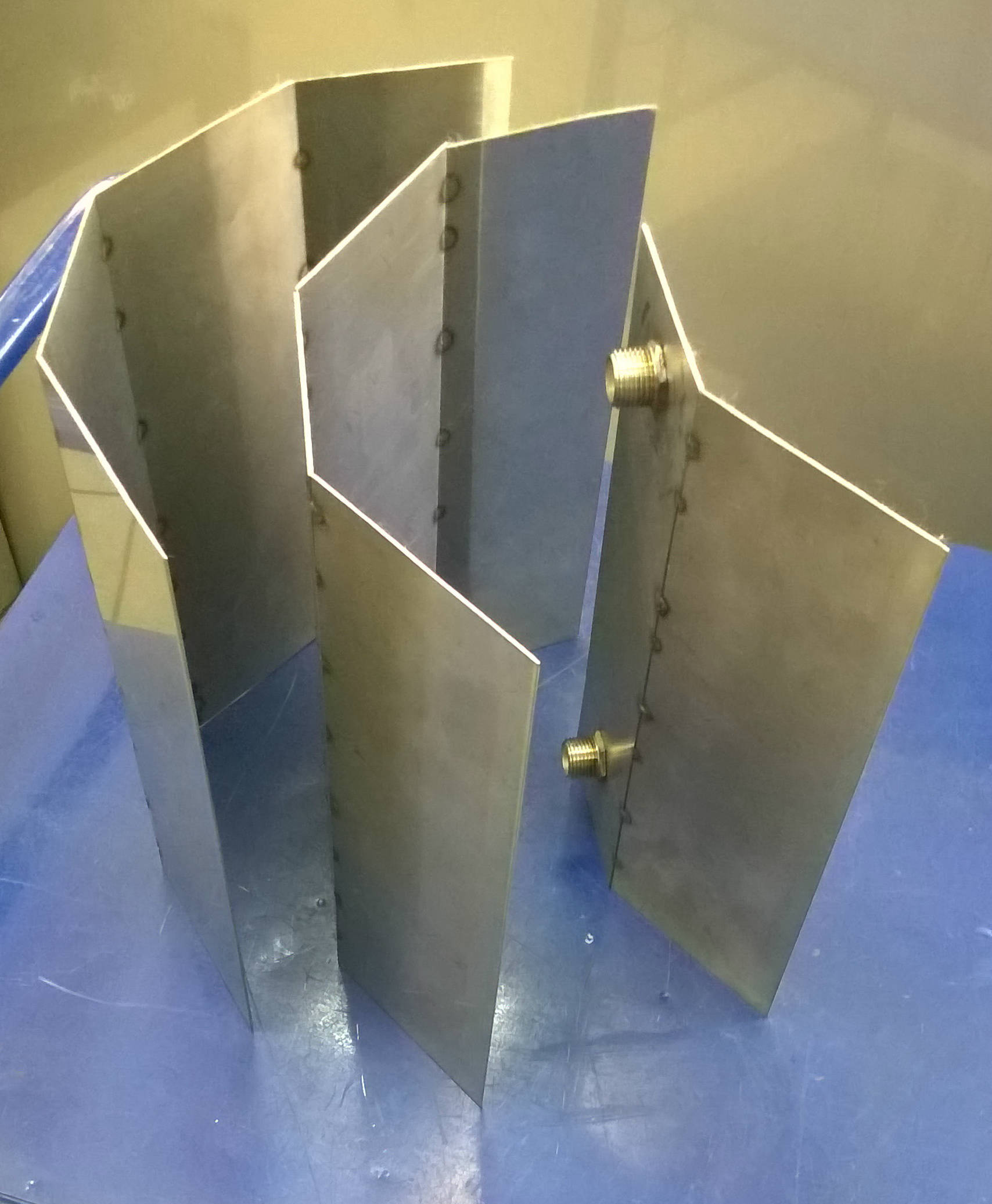
После этого, ориентируясь на габариты нижнего днища и полученные ранее шаблоны, прихватил пары пластин между собой:


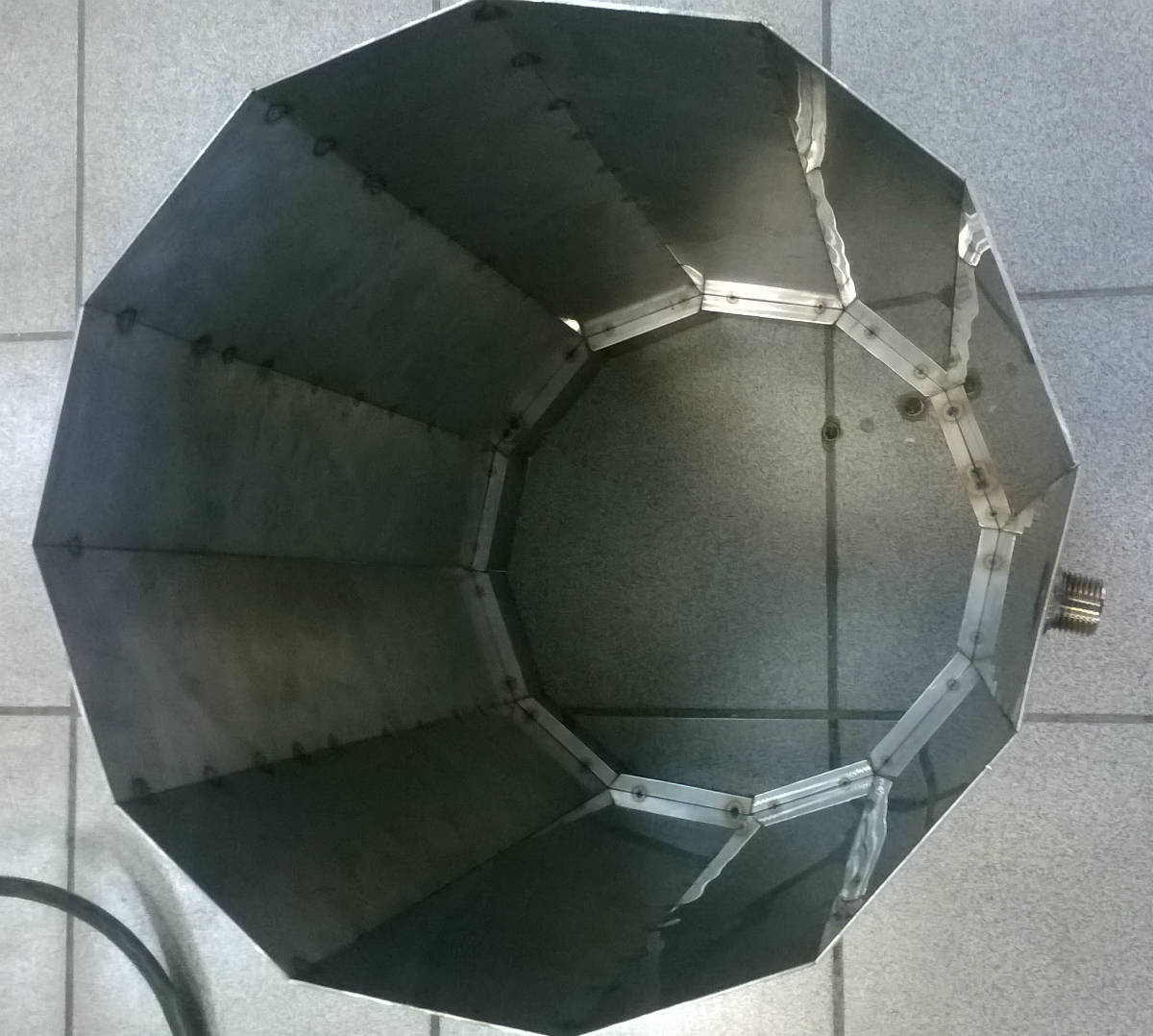
Наконец, сформировал окончательно обечайку 12гранника:
После этого приварил обещайку к обоим днищам:
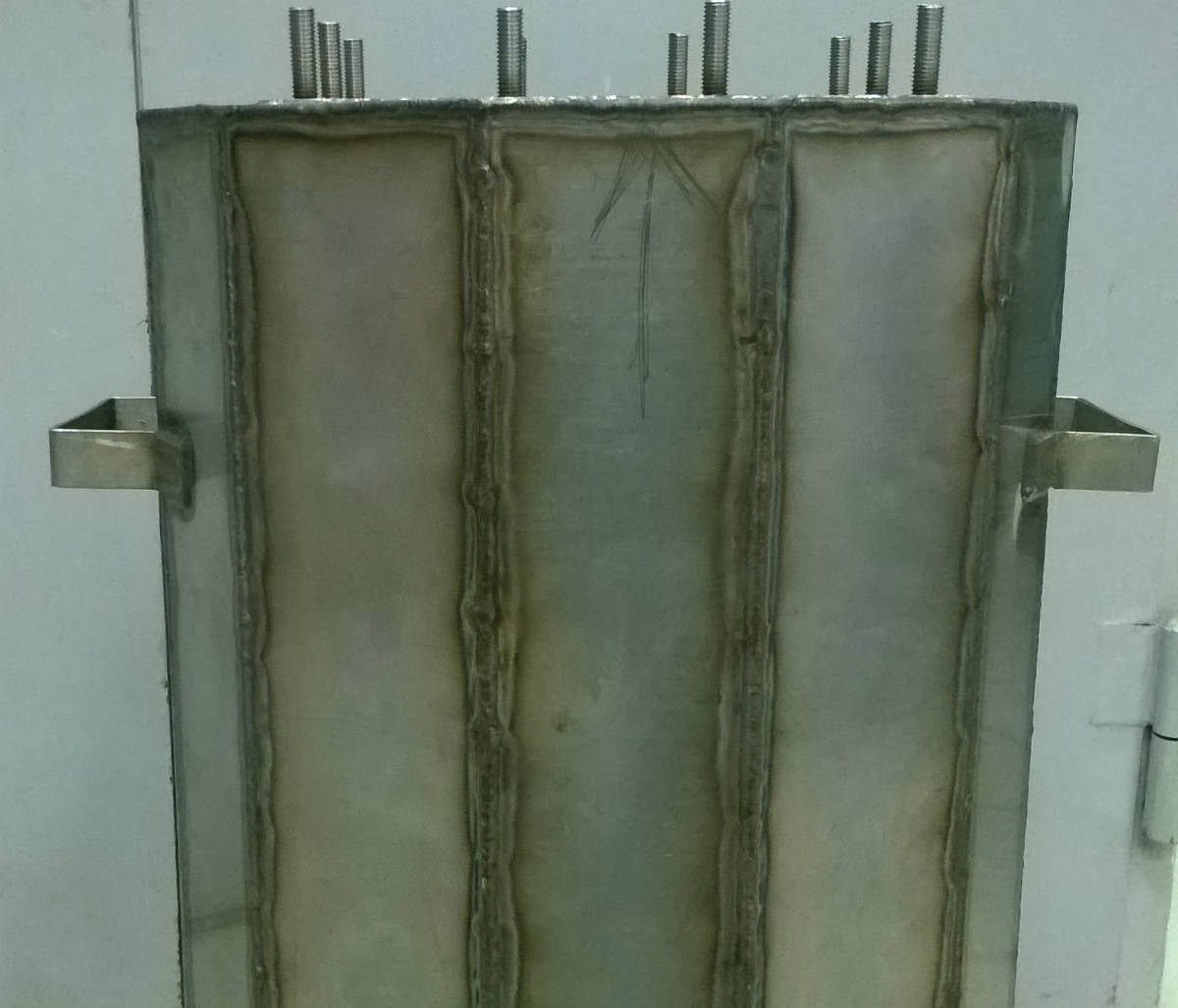
В обязательном порядке используя присадочную проволоку заварил все швы на обечайке, приварил оба днища к обечайке и проверил несколько раз положение штуцера на крышке на случай использования ёмкости в качестве большОООго куба для колонны: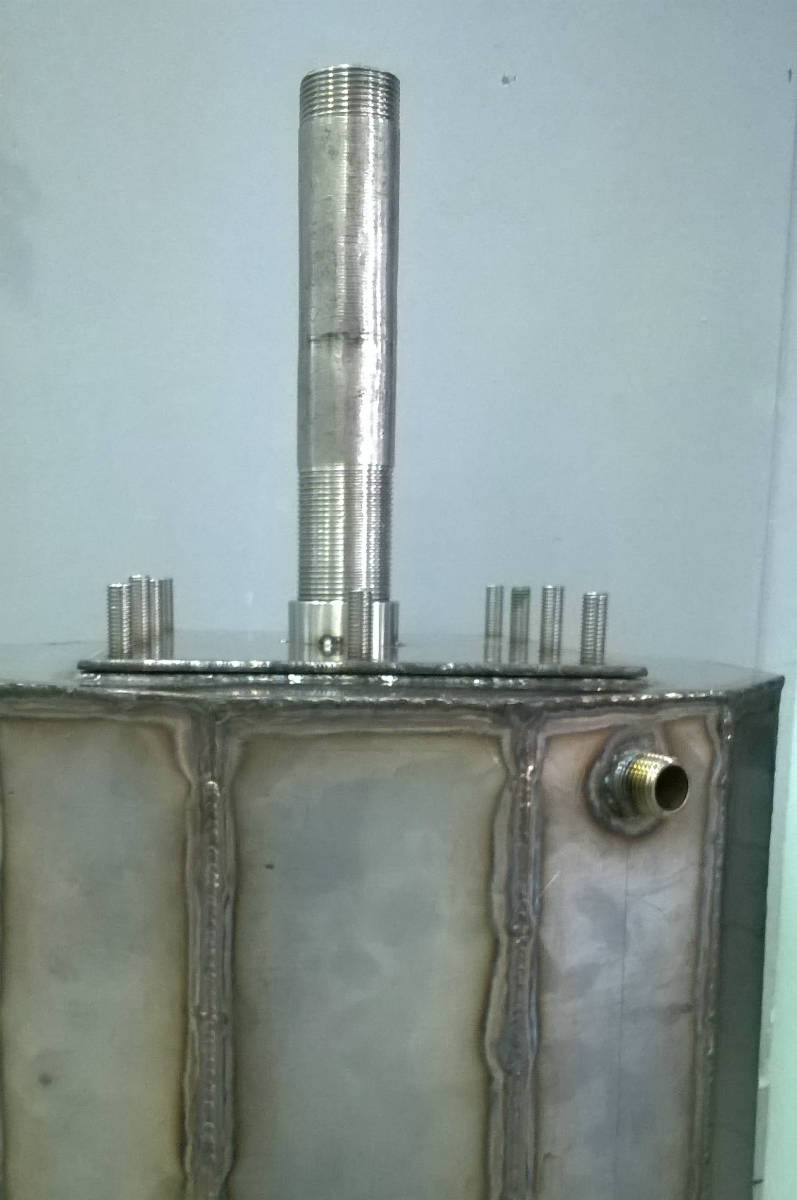
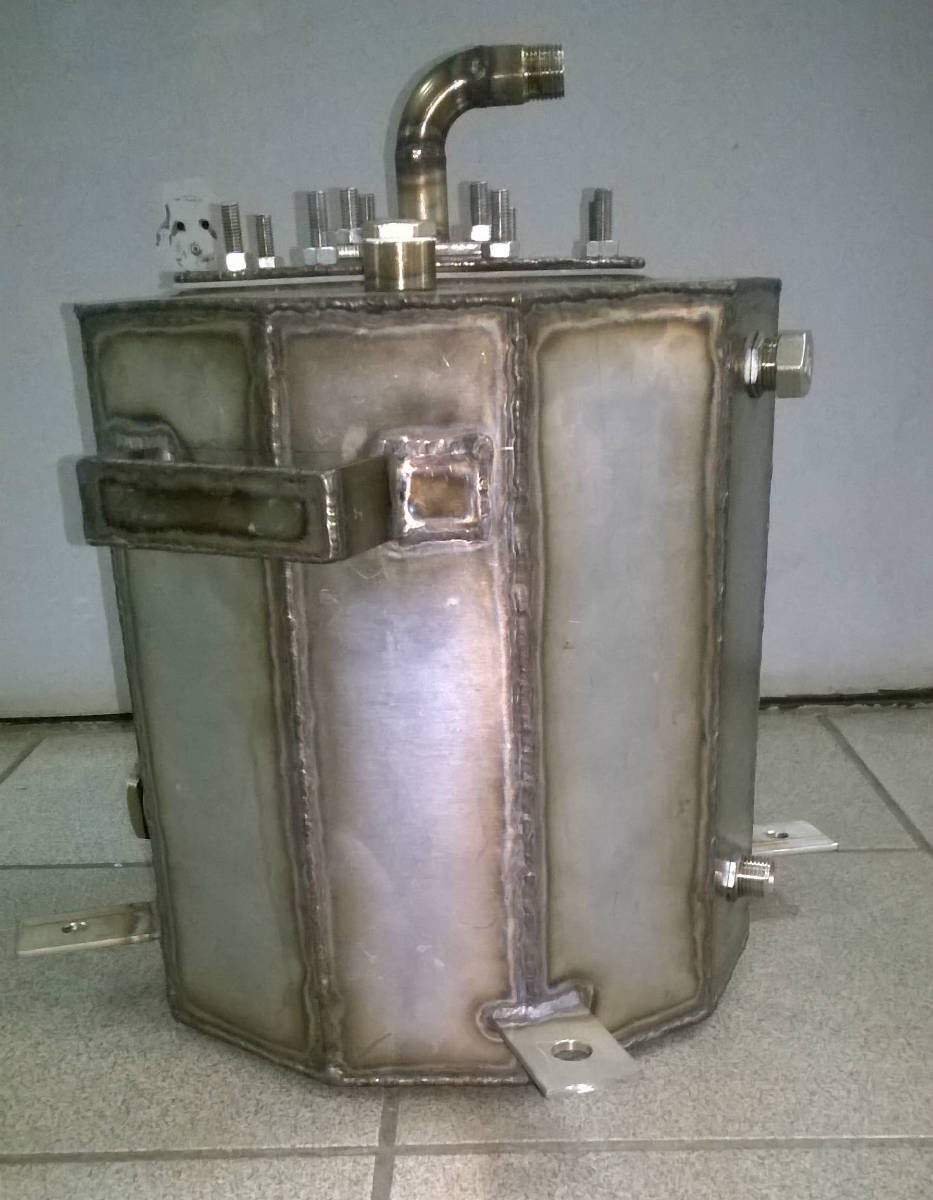
После этого решил приварить ручки к ёмкости для удобства в эксплуатации. Ручки сделал при помощи тисков и кувалды из найденных в заначке полосок 2мм нержавейки шириной примерно 20мм:

Чтобы ручки не так сильно резали пальцы при переноске, решил увеличить толщину ручек за счёт тех же 2мм полосок нержавейки:

Вот так выглядела ёмкость перед проверкой на герметичность:
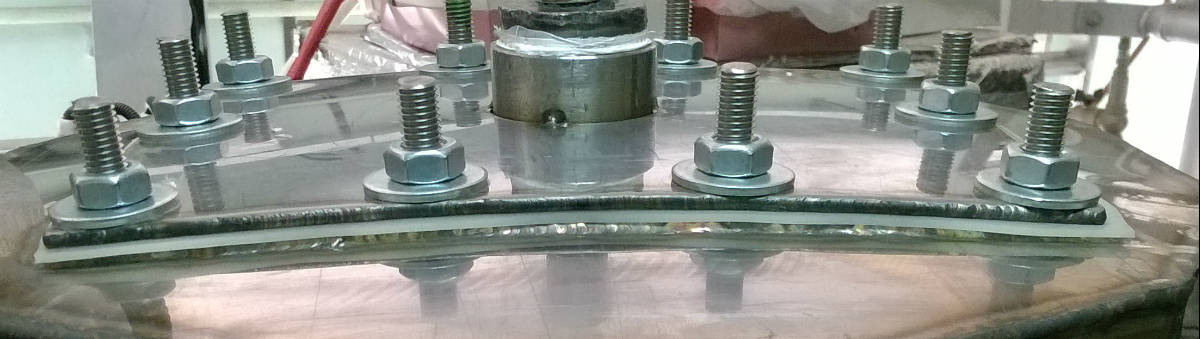
Вот так при проверке на герметичность:
А вот так - после проверки на герметичность:

Сколько раз мне приходилось сливать воду, заваривать течи и снова давать воду под давлением скромно умолчу... 
После проверки ёмкости на герметичность, сделал саму решётку из подходящих огрызков 1.5мм магнитной нержавейки:


Пришлось, конечно повозиться с высверливанием отверстий диаметром 3мм. Количество отверстий в решётке может показаться избыточным, но т.к. данная ёмкость готовилась для отца, я мелочиться не стал.
Вид ёмкости с решёткой изнутри: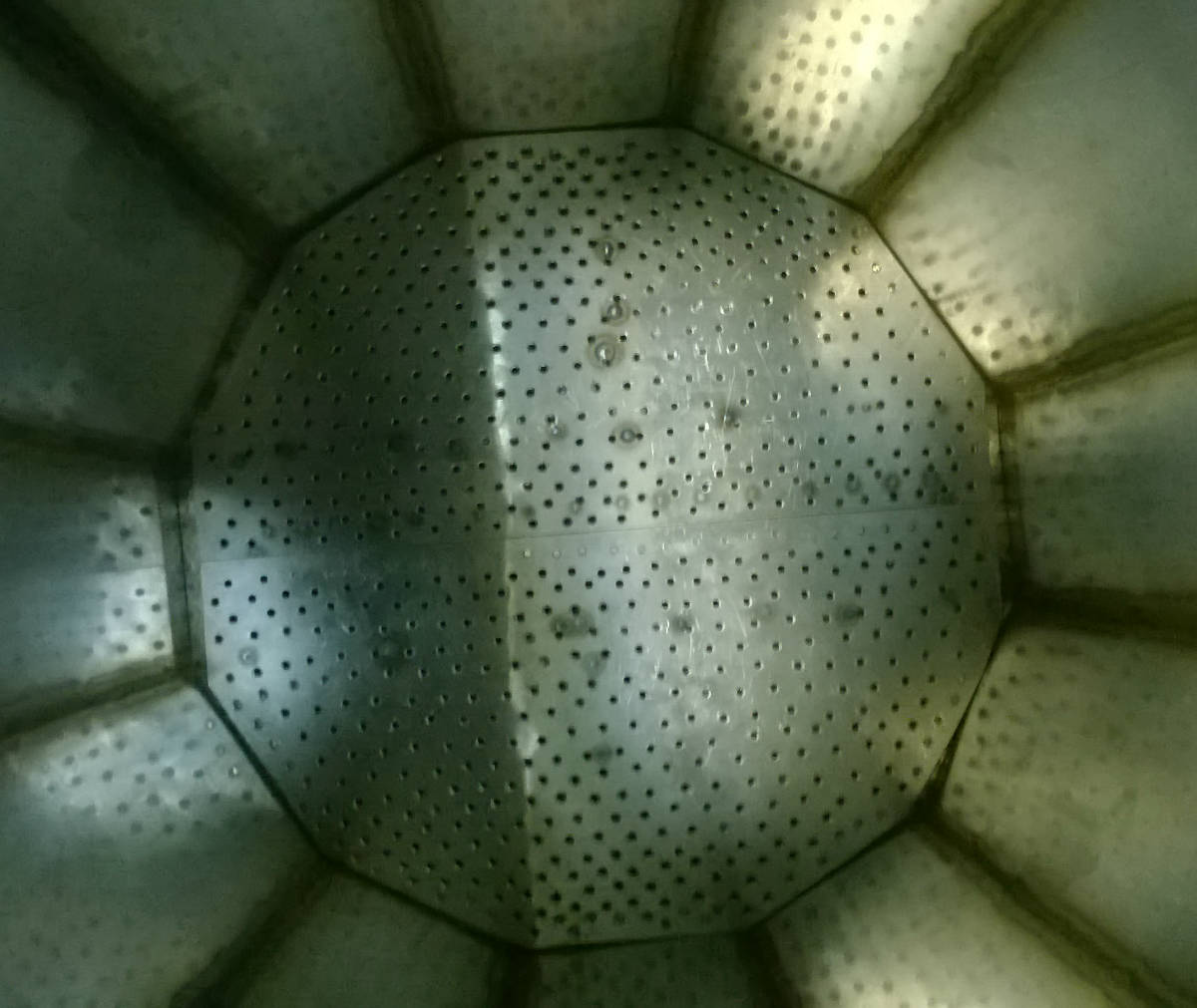
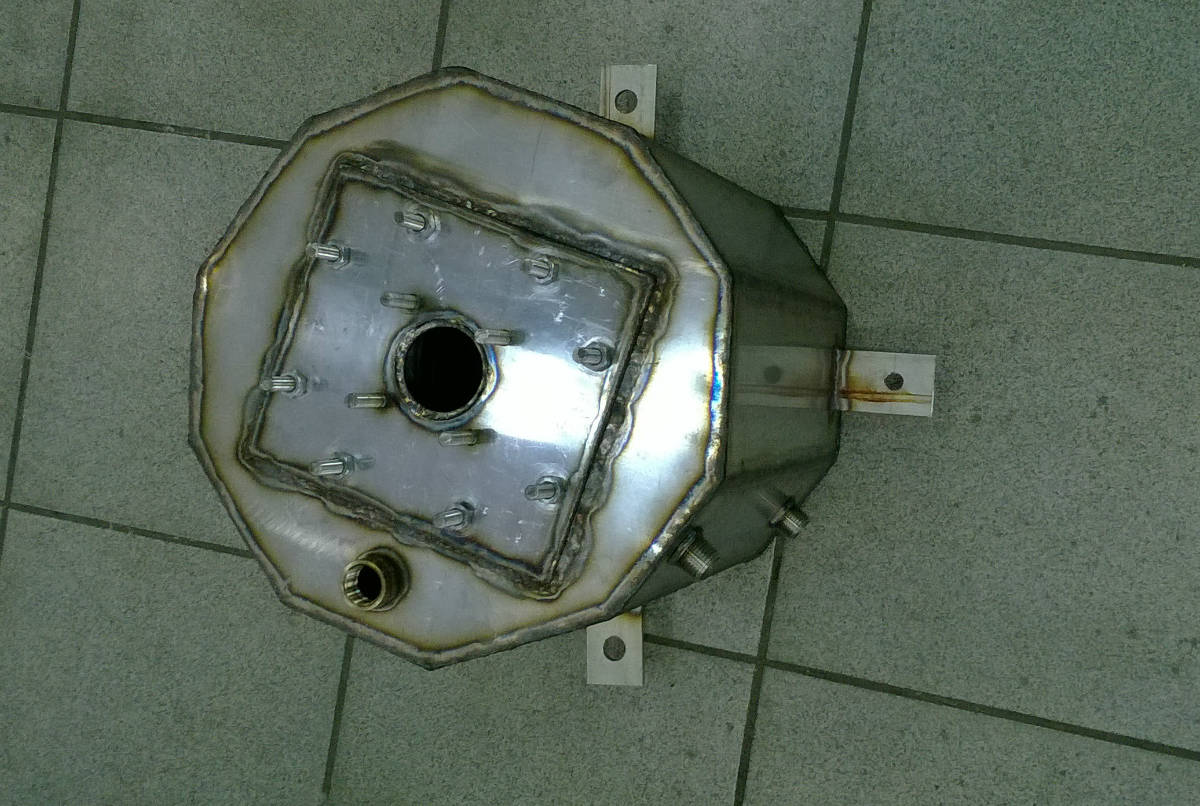
Ну и сам куб/автоклав в транспортном положении:
Резюмируя, прежде всего хочу сказать, что на кажущуюся бОльшую трудоёмкость сварки многогранника по сравнению с цилиндром можно не обращать внимания. Качественное проваривание одного вертикального шва обечайки занимает от 3 до 8 минут в зависимости от высоты обечайки и квалификации сварщика, что занимает в среднем на час больше времени, чем сварка цилиндра с одним швом. Как по мне, так резка, гибка и рихтовка листа нержавейки большого размера займёт больше времени. А если толщина металла превышает 1мм, самостоятельная гибка вообще невозможна и возникает необходимость относить лист на вальцовку.





















































 Но за это ж и посадить могут...
Но за это ж и посадить могут...